Nenhum produto no carrinho.

O encontro reunirá cerca de 500 profissionais da indústria e serviços, proporcionando um ambiente de networking e discussão sobre o cenário atual do mercado e as inovações tecnológicas que impulsionam o setor. Com forte atuação na modernização das ferramentarias, a FIT levará ao evento sua expertise em soluções tecnológicas que aumentam a produtividade e a eficiência.
Além das oportunidades de conexão entre especialistas, o evento contará com palestras e demonstrações de novas tecnologias, oferecendo aos participantes insights valiosos sobre tendências e boas práticas do setor. A presença da FIT reforça o compromisso com a inovação, trazendo soluções que otimizam processos produtivos e impulsionam a competitividade das empresas.
A CIMATRON é reconhecida como uma provedora global de tecnologia e inovação para o setor. A empresa, com sede em Israel e atuação mundial, tem foco na inovação e no desenvolvimento de tecnologias que reduzem o tempo de desenvolvimento e impulsionam a produtividade.
Com um portfólio voltado para a fabricação de moldes, matrizes e eletrodos, a empresa se destaca por suas soluções tecnológicas que impulsionam a produtividade da indústria. Seu compromisso com a inovação se reflete no desenvolvimento contínuo de tecnologias e estratégias avançadas para elevar a performance produtiva de seus clientes.

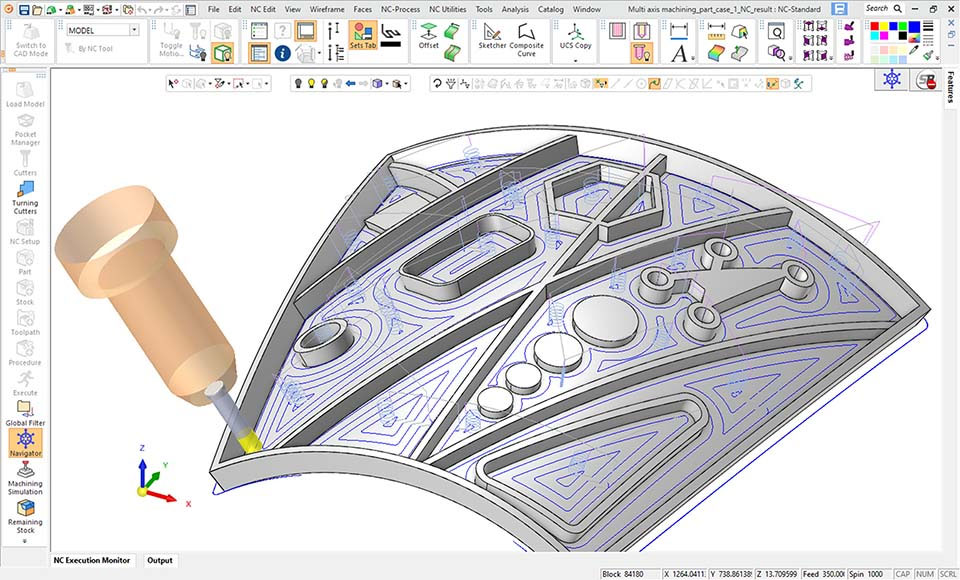
Principal produto de seu portfólio, o CAD/CAM CIMATRON se diferencia por suas automações inteligentes, que aceleram o projeto e a fabricação de moldes, matrizes e eletrodos. Entre suas funcionalidades, estão ferramentas especializadas para a engenharia de superfícies, geração automática de cavidades e a criação otimizada de eletrodos. Além disso, o software conta com estratégias avançadas de usinagem 2.5 a 5 eixos, proporcionando alta precisão e qualidade na fabricação de componentes complexos.
A FIT Engineering Systems convida você para o ENAFER 2025, um dos principais encontros da cadeia de ferramentarias do Brasil, que acontece na CIC Caxias do Sul. Durante o evento, a FIT vai ministrar dois workshops técnicos com foco em inovação e eficiência no setor de ferramental, compartilhando conhecimento aplicado e soluções desenvolvidas em parceria com instituições de ponta.
O primeiro workshop, "Ferramentaria i4.0 – Introdução", apresenta os principais conceitos da Indústria 4.0 aplicados à fabricação de moldes e matrizes. A proposta é discutir como a digitalização, automação e uso de tecnologias avançadas podem transformar a produtividade e a competitividade das ferramentarias brasileiras.
Será realizado no dia 29 de maio, às 8h30min. Já o segundo workshop, com o tema "Como gerar proposta de estampos mais precisas e rápidas?", será no mesmo dia, às 10h, com apresentação e validação do sistema Swift Propose, desenvolvido pela FIT e o SENAI/IST. Essa solução automatiza a geração de propostas de estampos, com cálculos precisos e completos sobre custos e recursos envolvidos.
Ambas as atividades serão conduzidas por Davi Assaf, especialista da FIT Engineering Systems, e são voltadas a profissionais, gestores e técnicos do setor que buscam inovação, agilidade e competitividade em seus processos. Esperamos você no ENAFER 2025 para discutir o futuro das ferramentarias!

Na ENAFER 2025, os visitantes terão a oportunidade de conhecer de perto como o CIMATRON contribui para a digitalização e automação das ferramentarias, reduzindo custos e melhorando a competitividade das empresas. A integração de processos e a simulação de usinagem dentro do próprio software garantem maior controle e eficiência, minimizando erros e retrabalhos na produção.
Com a participação no ENAFER 2025, a FIT Engineering Systems e o CIMATRON reforçam seu compromisso com a evolução das ferramentarias brasileiras, oferecendo tecnologias inovadoras para impulsionar o setor. O evento será um espaço estratégico para troca de conhecimento, fechamento de parcerias e fortalecimento da indústria nacional rumo a um futuro mais automatizado e produtivo.
O CIMATRON é a solução mais avançadas para projetos e fabricação CAD/CAM, sendo amplamente utilizado por ferramentarias e indústrias que buscam agilidade, precisão e automação em seus processos. Com recursos especializados para o desenvolvimento de moldes, matrizes e eletrodos, o software oferece um ambiente completo que integra todas as etapas, desde o design até a manufatura.
Uma das grandes vantagens do CIMATRON é a sua capacidade de reduzir significativamente o tempo de desenvolvimento. Suas automações inteligentes permitem que tarefas repetitivas, como a geração de cavidades, refrigeração e extração de insertos, sejam feitas de forma automática, aumentando a produtividade. Além disso, sua interface intuitiva facilita o trabalho dos projetistas e programadores, otimizando cada etapa do processo.

O CAD/CAM CIMATRON 2025 em português se destaca na indústria de fabricação de ferramentas com suas automações inigualáveis, estabelecendo um novo padrão de excelência. A versão mais recente do sistema representa um salto significativo na excelência em fabricação ferramental, introduzindo uma série de recursos avançados para processos de projetos e produção.
O CIMATRON 2025 foi projetado para revolucionar a indústria de fabricação de ferramentas ao unir tecnologia inovadora com aprimoramentos orientados ao usuário, proporcionando desempenho e eficiência inigualáveis. Este lançamento sinaliza uma nova era na fabricação de ferramentas, oferecendo uma solução abrangente que aborda as necessidades em evolução da indústria.
O Encontro Nacional de Ferramentarias (ENAFER) é um dos eventos mais relevantes para o setor ferramental no Brasil, reunindo empresários, engenheiros, técnicos e especialistas da indústria para discutir as principais tendências e desafios do mercado. O evento desempenha um papel fundamental no desenvolvimento do setor, promovendo a troca de conhecimento, inovação e fortalecimento das empresas que atuam na fabricação de moldes, matrizes e ferramentas especiais.

17º Encontro Nacional de Ferramentarias – ENAFER 2025
Data: 29 e 30 de maio 8h às 17:30h
Local: CIC Caxias do Sul - RS
A indústria transformadora está agora recorrendo à inteligência artificial (IA) para desencadear a sua próxima fase de desenvolvimento. Mas como será a produção no futuro? Até que ponto os níveis de eficiência podem ser aumentados? E o que a chegada da IA ao chão de fábrica significa para os trabalhadores qualificados?

Se tomarmos como referência, John McCarthy escreveu um artigo de 2004, que pode nos ajudar a definir melhor o que é inteligência artificial (IA) e como ela tem surgido nas nas
últimas décadas.
“Inteligência Artificial é a ciência e a engenharia de fabricar máquinas inteligentes, especialmente programas de computador inteligentes. Está relacionado à tarefa semelhante de usar computadores para compreender a inteligência humana, mas a IA não precisa se limitar a métodos que sejam biologicamente observáveis.“ segundo John McCarthy
Na sua forma mais simples, a inteligência artificial é um campo que combina ciência da computação e conjuntos de dados robustos para permitir a resolução de problemas. Abrange também subcampos de aprendizado de máquina e aprendizado profundo, que são frequentemente mencionados em conjunto com inteligência artificial. Essas disciplinas são compostas por algoritmos de IA que buscam criar sistemas especialistas que fazem previsões ou classificações com base em dados de entrada.

Como a Inteligência Artificial pode impactar a indústria da manufatura? A inteligência artificial industrial, ou IA industrial, é a aplicação da IA em casos de uso industrial, como usinagem, movimentação e armazenamento de mercadorias, gerenciamento da cadeia de suprimentos, análises avançadas, automação e robótica na fabricação.
A IA industrial é frequentemente diferenciada de outros tipos de IA porque está mais focada na aplicação de tecnologias de IA do que no desenvolvimento de sistemas humanos ou semelhantes aos humanos. Os conjuntos de dados para IA industrial tendem a ser maiores, mas potencialmente de qualidade inferior, do que aqueles para IA geral. A IA industrial também tem tolerância zero para falsos positivos ou negativos, insights atrasados ou previsões não confiáveis.
A IA industrial é especialmente apropriada para plantas de processo porque a enorme quantidade de dados e as circunstâncias que mudam rapidamente são muito complexas para o gerenciamento manual ou mesmo digital.
Os fabricantes de processos estão usando cada vez mais soluções baseadas em IA para otimizar a eficiência operacional, impulsionar a inovação e melhorar a lucratividade. Alguns dos casos de uso de IA industrial incluem:
• Análise preditiva/manutenção preditiva que combina dados de IoT com aprendizado profundo para modelar redes de grande escala, ajudando a detectar os primeiros sinais de anomalias em qualquer lugar da planta, reduzir o tempo de inatividade não planejado e ajustar o cronograma de manutenção.

• Equipamento “inteligente” autoconsciente que pode medir o desempenho de forma independente para gerar alertas quando a degradação atinge um ponto crítico ou o desempenho é reduzido por qualquer motivo.
• Robótica e automação na área de produção podem substituir o envolvimento humano, aumentando assim a eficiência e impulsionando a produção, ao mesmo tempo que melhora a segurança humana.
• Análise mais rápida de causa raiz que investiga, entende e resolve problemas da planta de processo com mais rapidez para reduzir gargalos nos fluxos de fabricação.
• Gerenciamento complexo da cadeia de suprimentos que aumenta a visibilidade de cada etapa do processo, incluindo rastreamento de matérias- primas, estoque, gerenciamento de armazém, logística e distribuição final.
Lidere uma mudança cultural
A IA industrial depende de uma cultura orientada a dados que esteja disposta a confiar em algoritmos e previsões de IA e modelos de ML ( Machine Learning ). Antes de introduzir a IA industrial, é crucial educar os seus colaboradores sobre o valor e as limitações das abordagens de IA, para que os indivíduos que utilizarão e aplicarão as suas novas soluções estejam dispostos a confiar na sua orientação.
Prepare a base de dados
Todos os tipos de IA, incluindo a IA industrial, são alimentados por dados. Não basta simplesmente gerar os dados; as fábricas de processos precisam estabelecer um sistema de coleta de dados brutos, verificação da qualidade dos dados, catalogação de dados e mapeamento de tipos de dados. Os dados devem ser armazenados em data lakes ou repositórios que sejam facilmente acessíveis para aplicações industriais de IA.
Decida sobre aplicações industriais de IA
Como acontece com toda estratégia de negócios, as fábricas de processos precisam começar definindo os casos de uso mais relevantes de curto, médio e longo prazo para IA industrial em toda a organização e, em seguida, agrupá-los e priorizá-los para identificar quais casos de uso proporcionarão o maior ROI (Return of Investiment) para ajudar a revelar rapidamente o valor das novas abordagens.
Reúna o talento de IA necessário
A IA industrial pode exigir novos conjuntos de habilidades e capacidades que as equipes de RH das indústrias não haviam considerado anteriormente ao contratar talentos. É importante avaliar as competências já presentes na sua força de trabalho e definir quais funções precisam ser preenchidas. Estes podem incluir engenheiros de dados, analistas e mais engenheiros de processos, bem como cientistas de dados e arquitetos de soluções.

Ao ajudar as empresas de produção de processos a automatizar fluxos de trabalho, aumentar a segurança, melhorar a gestão da cadeia de abastecimento, melhorar o desempenho e reduzir o tempo de inatividade, a IA industrial pode remover obstáculos que impedem as fábricas de alcançar a eficiência operacional. A IA industrial afeta vários casos de uso de manufatura que impulsionam continuamente a lucratividade e ajudam as empresas a manter sua vantagem competitiva no longo prazo.
A inteligência artificial tornou-se indispensável no monitoramento e controle de máquinas. As redes neurais são agora usadas com frequência, mesmo em máquinas CNC altamente especializadas. A inteligência artificial na forma de redes neurais é frequentemente usada para monitorar máquinas. As redes são ‘treinadas’ usando grandes quantidades de dados de vários sensores para prever padrões de sinal. Se houver uma discrepância entre o padrão de sinal previsto e o real, há uma análise pela equipe responsável pelo projeto de “treinamento dos padrões de IA”.

Operação de máquinas mais fácil
A IA está evoluindo rapidamente, o que significa que os profissionais da indústria têm de enfrentar uma enxurrada constante de novas tendências. As inovações atuais de especial interesse incluem o desenvolvimento de sistemas de assistência de IA baseados em modelos de linguagem de grande escala.
Eles modelam a sucessão. de elementos em uma sequência. Assistentes de IA como o Github
Copilot já estão ganhando aceitação na área de desenvolvimento de software, por exemplo. A ferramenta baseada em nuvem, desenvolvida pela subsidiária da Microsoft, Github, e pela especialista em IA OpenAI, ajuda os especialistas a programar por meio do preenchimento automático de códigos. Os assistentes de IA também oferecem um grande potencial na produção, onde podem simplificar a operação da máquina, que atualmente é altamente complexa em alguns casos.
Sensores como base para manutenção preditiva
Na indústria, a IA já se estabeleceu no campo da manutenção preditiva. Sensores e redes neurais ajudam a detectar se uma máquina está com defeito e requer manutenção. Os fabricantes de tecnologia de produção fazem frequentemente parcerias com investigadores e startups orientadas para a investigação, a fim de abordar este campo de investigação intensiva.
A IA torna possível compreender informações, reconhecer padrões, resolver problemas e tomar decisões. Os dados usados para ‘treinar’ essa IA desempenham, portanto, um papel muito importante. Isto funciona particularmente bem na tecnologia de produção, devido à considerável base de dados que já existe. A manutenção preditiva também é muito atrativa, porque muitas máquinas já estão equipadas com um grande número de sensores que geram dados que podem então ser avaliados.
Os processos baseados em IA que já deram o salto do laboratório de investigação para a prática industrial incluem tecnologias de reconhecimento de imagem que são utilizadas para inspeção de qualidade na produção ou para navegação autónoma de robôs e drones. Os robôs industriais e os cobots (robôs colaborativos) estão equipados com algoritmos avançados de IA para executar tarefas de produção, logística e gestão de inventário. Embalagem e classificação inteligentes Esses cobots são oferecidos pelo fabricante de robôs Yaskawa em Kitakyushu, no Japão, por exemplo. As máquinas inteligentes podem embalar paletes num processo totalmente automatizado. Utilizam IA que lhes permite eliminar proteções, trabalhar com diferentes tipos de paletes e carregar diferentes alturas de paletes.
O especialista em robótica Schunk, baseado em Heuchelheim, Hesse, também equipa robôs com IA, permitindo-lhes reconhecer objetos e classificá-los de acordo. Isto permite que pequenas e médias empresas automatizem tarefas de classificação, por exemplo, e tenham suas máquinas funcionando durante a noite.
O especialista em laser Trumpf, baseado em Ditzingen, no sudoeste da Alemanha, também está desenvolvendo o uso de IA na produção. A empresa lançou um sistema baseado em IA em 2020 que ajuda os colaboradores a classificar os componentes. Este Guia de Classificação é exibido em uma tela em seu ambiente de trabalho, mostrando graficamente aos colaboradores quais componentes pertencem a quais ordens de serviço. Além disso, a tela também contém todas as informações relevantes sobre os processos de acompanhamento. Isto deverá aumentar significativamente a eficiência da produção, especialmente no caso de painéis de chapa metálica utilizados para uma variedade de pedidos diferentes, promete Alexander Kunz, chefe da unidade Smart Factory da Trumpf.
“Alimentamos a IA com dados até que ela possa reconhecer novas situações com mais rapidez e tomar melhores decisões do que um algoritmo humano ou conservador”, explica Kunz. “Só então nos referimos a isso como IA” Dois casos de uso principais são a otimização de processos baseada em diagnóstico e a previsão preventiva.
Preservar o conhecimento para combater a escassez de competências, isto torna a IA particularmente atraente face à atual escassez de competências. “Na minha opinião, a mudança demográfica está tornando a alimentação do conhecimento do domínio na inteligência artificial um dos tópicos de pesquisa mais interessantes em engenharia de produção no momento”, explica o Prof. Christian Brecher, que dirige a cadeira de Máquinas-Ferramentas no Laboratório de Máquinas-Ferramentas. e Engenharia de Produção na RWTH Aachen University. A “preservação do conhecimento especializado”, como Brecher chama à transferência de conhecimento do homem para a máquina, ajudará a contrariar a grave escassez de trabalhadores qualificados no futuro.

Além disso, os projetos de transferência estão a ajudar a levar o conhecimento do laboratório de investigação para a indústria. Um exemplo é a Rede de Demonstração e Transferência de IA em Produção (Pro-KI), que está recebendo amplo apoio do WGP. Um total de oito centros em toda a Alemanha oferecem cursos de formação e projetos de transferência para empresas de produção.
É tudo uma questão de dados
A utilização da IA na produção industrial oferece muitas vantagens, mas também traz os seus próprios desafios. Em primeiro lugar, os modelos de IA necessitam de quantidades suficientes de dados de alta qualidade. É por isso que Lena Weirauch, da Ai-omatic, emitiu uma recomendação pragmática para que as empresas “...primeiro criem casos de uso para os quais os dados já possam estar disponíveis”. A integração da IA nos processos e máquinas de produção existentes também pode ser uma tarefa complexa que requer múltiplos ajustes e investimentos. É por isso que faz sentido que as empresas utilizem primeiro ferramentas padrão ou aplicações de IA existentes, em vez de desenvolverem as suas próprias.
Colaboradores precisam de treinamento
Nem sempre é fácil convencer os humanos em relação ao uso da IA, como observa o fundador da start-up. Muitas vezes, há uma antipatia inicial em relação à IA – decorrente da ignorância e da falta de conhecimento.
Os colaboradores precisam estar preparados e receber treinamento em sistemas de IA para garantir que possam utilizá-los de forma eficaz. No entanto, a IA na produção levanta questões éticas, particularmente no que diz respeito à utilização de robôs autónomos e ao seu impacto nos empregos.
Será que os trabalhadores qualificados se tornarão realmente supérfluos nas fábricas depois que o seu conhecimento for transferido para o sistema de IA? Considera-se a questão de diferentes ângulos:
Antes de todas as grandes revoluções tecnológicas, levantou-se a questão de saber se a nova tecnologia tornaria os humanos obsoletos.
Era difícil imaginar que novo papel os humanos desempenharam nas fábricas antes da introdução das máquinas controladas por computador. Hoje, é claro, vemos os computadores como ferramentas que usamos e não como nossos rivais. Veremos a inteligência artificial como uma ferramenta da mesma forma no futuro.
Os colaboradores precisarão de habilidades de software – e precisarão ser versáteis. A inteligência artificial deverá aumentar o número de máquinas e o seu grau de automação. A programação de máquinas individuais será muito mais fácil, mas espera-se que os colaboradores manipulem um grande número de máquinas diferentes. Para que a IA tenha sucesso, terá de superar um certo grau de resistência – até mesmo por parte dos executivos das empresas industriais.
Muitas empresas ainda relutam em compartilhar dados.
Quase não existem conjuntos de dados de produção industrial disponíveis em grandes plataformas de IA como o Hugging Face. Em muitas outras áreas, contudo, o código aberto tem sido fundamental para garantir o sucesso dos modelos de IA. Além disso, o nível de comunicação padronizada ainda é insuficiente para a Internet das Coisas. Soluções individuais são necessárias para tudo, inclusive para aquisição de dados. O investimento financeiro necessário torna particularmente difícil para as pequenas e médias empresas começarem a usar a IA.
Entretanto, a IA é claramente inevitável para que a produção industrial permaneça competitiva a nível internacional. Dados os desafios que a indústria alemã e europeia enfrenta, a IA desempenhará um papel importante no aumento da eficiência dos nossos processos de produção e negócios e, portanto, da nossa competitividade. Além disso, a IA será um fator decisivo na determinação da capacidade das empresas. capacidade de inovar seus produtos e processos de produção.
EUA mais proativos que a Alemanha
Estará a Alemanha à frente da concorrência internacional – especialmente a China, o Japão e os EUA – no desenvolvimento da produção em rede digital?
Kunz acredita que o próximo estágio de desenvolvimento está na área de serviços digitais. “Por exemplo, existem atualmente cerca de 5.000 máquinas em campo que estão conectadas ao sistema de TI Trumpf. Se houver alguma anomalia nos dados da máquina, notamos imediatamente e entramos em contato com o cliente.” Além disso, a Trumpf oferece aos clientes a programação remota das suas máquinas, ou a possibilidade de depurá-las durante o turno da noite.
Acelerando a amplitude e a amplitude Profundidade da IA
Com bilhões de máquinas conectadas à Internet Industrial das Coisas (IIoT) e a computação quântica começando a permitir novas possibilidades na Edge, uma a nova “Era da IA Industrial” está em andamento. Os ativos e sistemas industriais largamente geridos e operados por seres humanos tornar-se-ão hoje mais inteligentes, autónomos e até preditivos à medida que novos desenvolvimentos em inteligência artificial (IA) forem integrados para aumentar as nossas máquinas industriais, serviços e processos de fabrico com novas capacidades dinâmicas.
No futuro, as máquinas serão parceiras mais envolventes com humanos e com outras máquinas para maximizar o valor da infraestrutura crítica que constrói e move e alimenta o mundo. Imagine ser capaz de:
1. Gerar, distribuir e consumir energia num mundo neutro em carbono;
2. Otimizar as viagens aéreas para atender milhões de passageiros a mais, sem atrasos ou interrupções;
3. Capacitar os prestadores de cuidados de saúde para prestar cuidados de precisão a dezenas de milhões de pacientes a mais do que os que podem ser atendidos atualmente.
Mas o nível a ser ultrapassado é extremamente alto. Cada passo no sentido de melhorar a inteligência, a autonomia e as capacidades das nossas máquinas devem ser 100% confiáveis e seguras. É impressionante esse equilíbrio único que está dando origem a um novo dicionário de expressão industrial de tecnologias e terminologia de IA que os cientistas e engenheiros da GE estão na vanguarda para definir e moldar.
Referências:
https://www.etmm-online.com/how-artificial-intelligence-is-transforming-the-future-
of-manufacturing-a-845c74e9e5f062d69e53edf8c15c4a01/
https://www.forbes.com/sites/bernardmarr/2023/07/25/the-future-of-
manufacturing-generative-ai-and-beyond/?sh=161522d651fa
https://www.linkedin.com/pulse/ai-industry-40-transforming-future-
manufacturing-msrcosmos-llc/
https://www.clarkengineering.net/the-future-of-manufacturing-how-ai-is-
transforming-the-industry/
https://precog.co/glossary/industrial-ai/
https://www.ibm.com/topics/artificial-intelligence
https://www.ge.com/research/initiative/industrial-ai
Todas as imagens usadas neste artigo foram geradas a partir da inteligência artificial

No dia 15 de dezembro a FIT está completando mais um ano de conquistas e desafios, e sempre fica aquele sentimento de que muito já foi feito, mas que ainda existem muitos sonhos para realizar.
Nesses 13 anos muitos desafios foram lançados, muitas conquistas foram alcançadas, mas a empresa sempre se manteve focada em desenvolver soluções eficientes para as necessidades reais dos clientes, através de inovação, trabalho e compromisso.

A FIT oferece soluções de engenharia para a industria ferramental através de softwares que atendem as tecnologias CAD, CAM, FEA, MES e DNC proporcionando os melhores recursos para o desenvolvimento ferramental, fabricação CNC, e comunicação / gerenciamento / OEE / versionamento de arquivos entre máquinas / equipamentos e a gestão de processos. Nosso desafio é desenvolver soluções inteligentes, buscando performance produtiva, otimizando o tempo de serviço dos profissionais e buscando uma qualidade superior para o produto final.
Nossa empresa respira tecnologia, mas o nosso diferencial está nas pessoas. São elas que transformam desafios em conquistas, sonhos em realidade e tornam possível a construção de um futuro promissor. A FIT conta com uma equipe de profissionais que acredita que sempre é possível ir além, buscando desenvolver soluções que impulsionam o futuro da engenharia e tragam resultados concretos para nossos clientes.
Outro grande diferencial da FIT é contar com uma equipe de profissionais com experiência na área de ferramentaria. Esse detalhe faz toda a diferença, pois o cliente se sente mais seguro sabendo que nós entendemos as suas reias necessidades e exigências. A experiência capacita o profissional a tomar decisões mais embasadas e eficazes. Com base em situações passadas, nossa equipe pode antecipar resultados, identificar possíveis oportunidades e tomar medidas mais acertadas.

Nesse ano, nosso diretor foi convidado pelo grupo 3D Systems (Cimatron CO. de Israel) para dar continuidade a um trabalho que já foi iniciado por aqui nos anos 90. Mesmo sabendo das dificuldades de inserir um novo sistema em um mercado super competitivo, cheio de altos e baixos, com todos os riscos do negócio.
O desafio era grande, mas com muito esforço e trabalho dedicado, e uma solução eficiente e inteligente para o mercado, a empresa iniciou os trabalhos focada em disponibilizar soluções de sistemas que realmente melhoram a eficiência e produtividade das indústrias.
Assim nasceu a FIT, fruto de muito trabalho e conhecimento compartilhado com cada cliente, desenvolvendo soluções para necessidades específicas, treinamentos personalizados e assistência técnica qualificada. Em sumo, dando todo o suporte que o cliente precisa para que a solução seja a mais eficaz possível.
Com o tempo, o portfólio de softwares vai crescendo, e ganhando a inclusão de sistemas como o VoluMill e sua usinagem dinâmica, removendo mais cavaco no desbaste, reduzindo em até 70% o tempo de usinagem, sem forçar as máquinas CNC, através da carga de cavaco constante com reconhecimento inteligente de material remanescente.
Outro fator importante foi a inclusão do CIMCO Edit, que é o editor de escolha para programadores CNC profissionais que exigem uma ferramenta de edição, simulação e comunicação confiável e completa. Um software que vem com todos os recursos essenciais necessários para a edição moderna de programas NC, incluindo funções específicas de NC, matemática, transformações, edição de arrastar/soltar e muito mais.
Além do software FIKUS, que é o mais avançado, testado e confiável software CAD/CAM para fabricação por eletroerosão a fio no mercado mundial. O sistema FIKUS oferece uma solução flexível e completa para o programador de fio EDM.
Nesse tempo, a FIT passou por uma evolução de processos técnicos e comerciais, visando a agilidade e o atendimento ao cliente. Bem como cria-se departamentos exclusivos ao cliente para acompanhar métricas, realizar as entregas e entender mais de perto as necessidades das empresas.
Em 2021, o grupo Sandvik adquire o CIMATRON, dando prosseguimento a sua estratégia de ampliar a presença no segmento de softwares de engenharia e soluções automatizadas de processos e projetos ligados à usinagem. E fez a aquisição da Cambrio, que conta em seu portfólio com os softwares CIMATRON.
Com isso, o software ganhou ainda mais qualidade em automações, como a inclusão da biblioteca de ferramentas CorePlus da Sandvik, que agiliza ainda mais o tempo de trabalho para o operador.
Outro desafio enfrentado pela empresa foi o desenvolvimento do programa de treinamentos, nós acreditamos que de nada adianta o software possuir diversos recursos se o operador não possui conhecimento para explorar.
Para nós, cada aluno é uma semente que plantamos para o futuro da indústria ferramental. Por isso, a FIT formou um time de instrutores especialistas. Buscamos qualificação e treinamento para desenvolver treinamentos que realmente preparem o aluno para o mercado de trabalho.
Buscando ainda mais qualificação, a FIT buscou parcerias, como o SENAI Mecatrônica, por exemplo. Uma união que trouxe ainda mais qualidade para nossos treinamentos presenciais, pois a estrutura da instituição qualifica muito o ensino. A parceria já está dando certo, já foram ministrados treinamentos do software CIMATRON no SENAI de Sorocaba-SP e Caxias do Sul-RS.
Para atender todos os alunos, não importando o local ou a distância, a FIT desenvolveu uma plataforma de treinamentos EAD. Foram criados novos treinamentos digitais focados nos softwares CIMATRON, FIKUS e CIMCO, com instrutores online, módulos completos de ensino virtual, e todo suporte que o aluno precisa para se qualificar para o mercado de trabalho na indústria.
A FIT Engineering Systems está sediada na cidade de Sorocaba em São Paulo, que é uma referência no país no setor metal mecânico. Também conta com unidades locais nas principais regiões industriais. Sua mais recente unidade está localizada na serra gaúcha, em Caxias do Sul no Rio Grande do Sul. Essa expansão permitiu ampliar a capacidade e qualidade de atendimento desde o sul até o centro do país.

Disponibilizamos ao mercado serviços de assistência técnica, consultoria tecnológica e engenharia de aplicação, além de treinamentos dos softwares que empresa trabalha. Essas unidades nos permitiram criar parcerias com o SENAI dessas cidades, qualificando os treinamentos locais de forma presencial tanto no Senai de Sorocaba, como o Senai de Caxias do Sul.
Acreditamos que a parceria entre fornecedor e cliente precisa estar baseada em confiança e compromisso. Hoje, nossos cliente sabem que o problema deles é nosso problema, e que eles pode contar sempre em qualquer necessidade.

Nesse aspecto, A FIT tem um comportamento mais flexível, se moldando para que cada cliente tenha sua necessidade atendida da melhor forma. Esse comportamento acaba gerando um elo de confiança que mantém as relações por mais tempo.
Realmente, o dia 15 de dezembro é mais que uma data, é um marco de boas lembranças sobre os obstáculos e conquistas que tivemos até aqui. Lembramos também das pessoas e profissionais que vestem ou já vestiram essa camisa, sem elas nada teria acontecido.
São 13 anos de orgulho, união, evolução e muitas histórias para contar. Agradecemos aos nossos clientes, empresas, amigos, profissionais e usuários que acreditam na FIT. Vocês é que fazem essa empresa ter um história tão bonita, são treze anos construídos com o trabalho e dedicação de cada um de vocês, por isso, fica aqui o nosso mais sincero agradecimento.
Este profissional precisa ter habilidades que vão além do conhecimento técnico, incorporando competências digitais, habilidades sócio emocionais e capacidade de lidar com a rápida evolução tecnológica.
O profissional 4.0 não apenas acompanha as mudanças, mas também é um agente de transformação. Ele traz uma mentalidade inovadora para o ambiente de trabalho, buscando constantemente soluções criativas e disruptivas para desafios antigos e novos. Sua visão vai além do convencional; ele procura impactar positivamente seu ambiente, contribuindo para a sustentabilidade, ética e inclusão em sua área de atuação.
Conheça a seguir os 10 maiores desafios para se tornar um Profissional 4.0:
Manter-se atualizado com as novas tecnologias, tendências e métodos de trabalho é essencial. Isso demanda um compromisso constante com a aprendizagem ao longo da carreira.
O avanço da automação e da inteligência artificial está mudando o cenário do emprego, exigindo que os profissionais se adaptem a novos processos e tecnologias.

Habilidades em áreas como análise de dados, programação, IA e IoT são cada vez mais importantes e demandadas em muitos setores.
Capacidades como inteligência emocional, empatia, colaboração e liderança se tornam diferenciais em um mercado de trabalho que valoriza a interação humana.
A capacidade de se adaptar rapidamente a mudanças no ambiente de trabalho, seja na forma como o trabalho é feito ou onde é realizado, é fundamental.

Construir e manter uma rede de contatos é crucial para oportunidades de trabalho, colaboração e aprendizado.
Lidar com problemas cada vez mais complexos exige habilidades de pensamento crítico, criatividade e capacidade analítica.
Com o aumento da tecnologia, questões éticas e de privacidade se tornam mais relevantes, exigindo que os profissionais entendam e lidem com esses aspectos em suas áreas de atuação.
Lidar com a resistência à mudança, tanto em si mesmo quanto em equipes, é um desafio importante para progredir no mercado de trabalho em constante evolução.
A conscientização e a prática de ações sustentáveis são cada vez mais valorizadas. Profissionais que entendem e contribuem para soluções sustentáveis têm vantagem competitiva.
Na era da Indústria 4.0, os profissionais enfrentam uma jornada repleta de desafios para se destacarem e prosperarem em suas carreiras. Lidar com a rápida evolução tecnológica, a interconexão de sistemas e a demanda por habilidades multifacetadas é uma realidade que requer constante adaptação e aprendizado.
Um dos maiores desafios é a necessidade contínua de aquisição de novas habilidades. A transformação digital exige profissionais versáteis, capazes de se adaptar a diferentes ferramentas e plataformas tecnológicas. Isso significa mergulhar no universo da programação, análise de dados, automação e inteligência artificial, abraçando um leque diversificado de competências.
Além disso, a integração eficiente entre seres humanos e máquinas se torna uma prioridade. Os profissionais precisam não apenas entender as tecnologias, mas também aprender a trabalhar lado a lado com elas, otimizando processos e maximizando o potencial humano através da automação.
Enfrentar esses desafios requer não apenas um compromisso com a aprendizagem contínua, mas também uma mentalidade flexível e adaptável. Os profissionais que buscam prosperar na Indústria 4.0 devem estar dispostos a abraçar a mudança, se reinventar constantemente e se manter ávidos por conhecimento em um cenário em constante evolução tecnológica.
Por estas razões, fabricantes de todos os tamanhos estão adotando rapidamente a tecnologia inteligente de monitoramento de máquinas na nuvem como parte de suas estratégias da Indústria 4.0.
Certamente não é surpreendente que, dados os benefícios que o monitoramento de máquinas oferece aos fabricantes, incluindo medidas de produtividade aprimoradas, como maior produtividade, redução do tempo de inatividade e menor uso de recursos, que levam a uma melhor eficácia geral do equipamento (OEE). Todos esses benefícios eventualmente chegam do chão de fábrica ao último andar, onde têm impacto direto nos resultados financeiros.
Confira a seguir, 8 atitudes fundamentais para efetivar o sistema de monitoramento de dados em tempo real para a sua empresa:
Hoje existem diversos softwares de monitoramento de máquinas capaz de capturar dados da máquina com precisão, liberando seus operadores para se concentrarem em suas tarefas principais, além de eliminar o risco de erro humano.
Com o software específico, todos os dados capturados são inseridos em painéis digitais que oferecem resumos rápidos do progresso da produção, bem como a capacidade de visualizar e melhorar suas medidas/KPIs de produtividade de fabricação, tudo em tempo real e com segurança acessível a partir de qualquer dispositivo.
Evite custos como troca, manutenção, eliminação de desperdícios ou cronogramas de manutenção. Tudo isso melhorará as metas de lucratividade, incluindo desempenho e produtividade. Ao eliminar gargalos em um processo, aumentamos a produtividade.
Facilite a geração e eficiência dos relatórios com dados importantes em instantes. Dados relevantes sobre todas as suas ordens de serviço e trabalhos para avaliar quão bem suas máquinas foram utilizadas durante um trabalho específico, bem como comparar o tempo real gasto em uma ordem de serviço com o tempo esperado. Isso, por sua vez, pode ajudá-lo a fazer cotações com mais precisão e competitividade no futuro.
Mantenha as pessoas certas informadas com base nas condições que você escolher com notificações automatizadas entregues a funcionários específicos por meio de aplicativo ou e-mail. Por exemplo, quando uma máquina falha ou notifica os engenheiros de suporte à produção quando os operadores estão sem estoque de materiais/equipamentos.
Os operadores de máquinas podem inserir motivos para qualquer tempo de inatividade no local, ajudando os gerentes de produção a resolver problemas com rapidez, bem como identificar ineficiências que são impactando a produtividade, não importa quão grande ou pequeno.

Diminua as possíveis falhas ou ineficiências criadas pelos funcionários, por exemplo, identificando quando e com que frequência seus operadores estão realizando programação CAM na máquina, o que causa tempo de inatividade, e se contratar um engenheiro CAM dedicado é uma solução mais econômica.
Aumente a satisfação e a retenção dos colaboradores criando comunicações mais profundas e transparentes, o que, por sua vez, elimina a frustração e o atrito do seu chão de fábrica, para que você ofereça o melhor ambiente de trabalho possível.
Esses benefícios já estão valendo a pena para as empresas que introduziram o monitoramento de máquinas em suas fábricas. Talvez a verdadeira questão aqui não seja se as fábricas devem adotar a monitorização das máquinas para ajudar a monitorizar e medir as suas medidas de produtividade industrial, mas sim, quando?
Afinal, prevê-se que o mercado de máquinas CNC cresça 5,5% entre 2019 e 2026. E, à medida que a tecnologia de monitorização é introduzida em mais fábricas, isso deixará aqueles que dependem da monitorização manual menos produtivos face a uma concorrência cada vez mais ágil. No atual clima financeiro, esse é um risco que poucos de nós podemos correr.
Fonte: https://fourjaw.com/blog
A FIT disponibiliza ao mercado o Novo Fikus 2024. Desenvolvido para fornecer à indústria uma solução CAD/CAM eficiente, altamente produtiva, fácil de aprender e usar, que permite criar, reparar ou modificar geometrias complexas de forma rápida e fácil, bem como manter a comunicação fluida com os clientes.
A mais alta precisão, produtividade e automação para eletroerosão a fio. O Novo Fikus 2024 oferece ao usuário o mais rápido, o mais intuitivo e fácil de usar CAD 3D, integrado a um produtivo CAM, especialmente desenvolvido para ser eficiente na ferramentaria.
Excelente para usinar geometrias repetidas
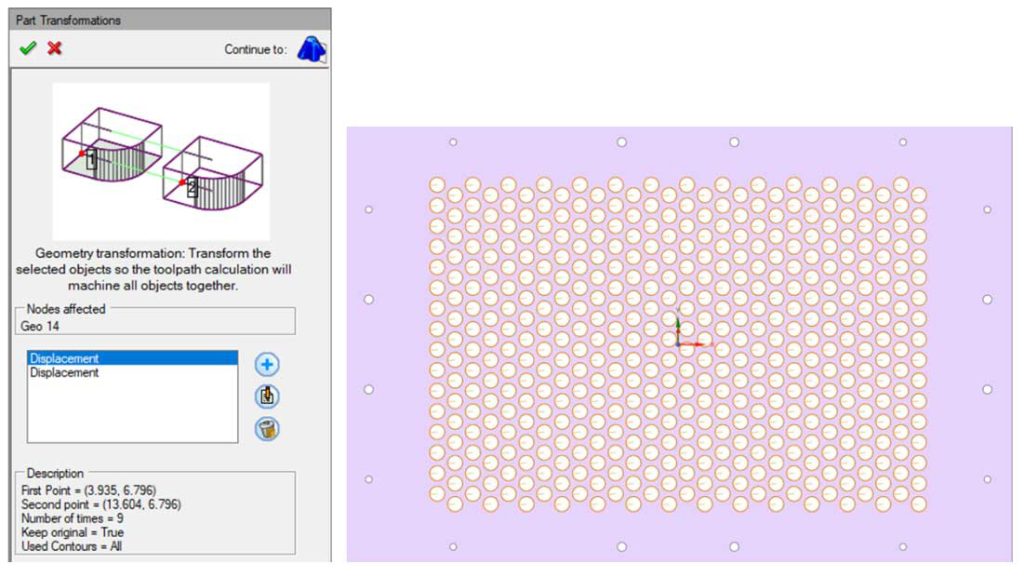
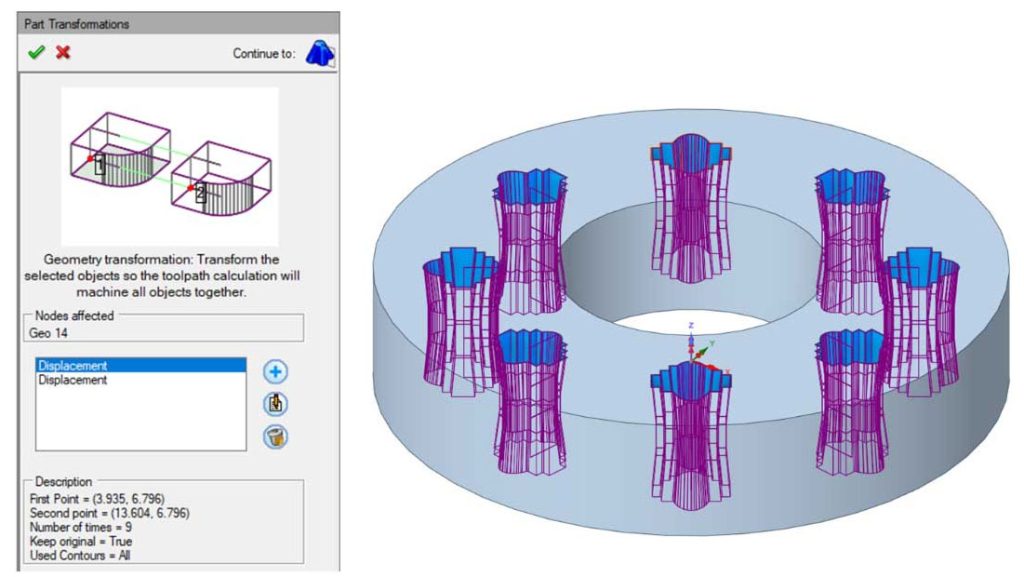
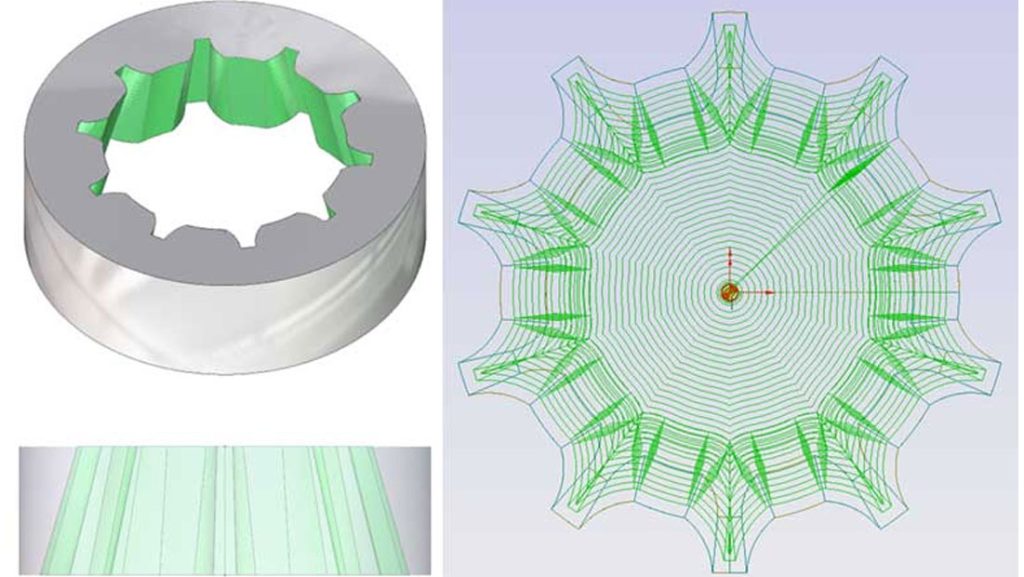
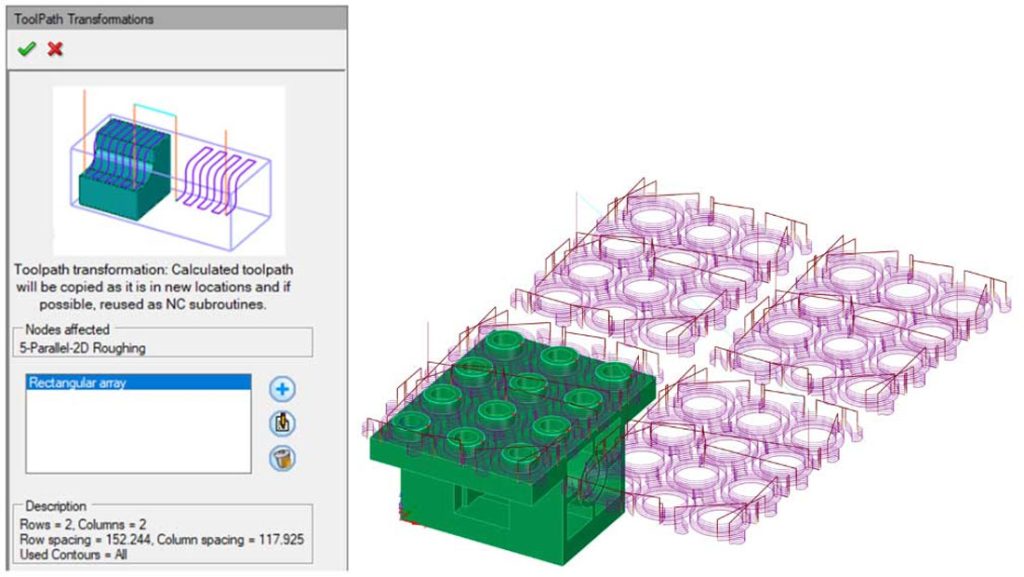
O FikusWorks 2024 proporciona novos níveis de flexibilidade e produtividade. Nesta versão foi alcançada a máxima eficiência na usinagem de geometrias repetidas. As transformações geométricas e de trajetória são agora muito ágeis e permitem fácil programação de padrões complexos, incluindo transformações polares. As transformações reduzem o consumo de memória e geram programas de máquina muito leves; o método aprimorado usa apenas uma parte, reduzindo o uso de memória e tempo, e suporta um número ilimitado de repetições, o que é útil para padrões ou trabalhos complexos.
Mais produtivo com menos tempo de programação e usinagem
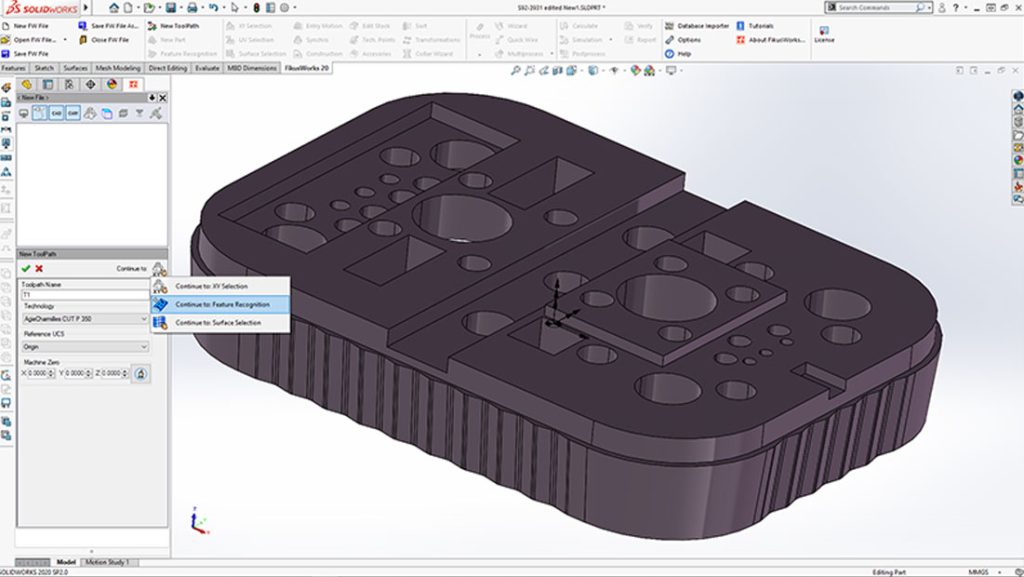
A liderança do FikusWorks se deve às soluções avançadas que oferece aos usuários como um CAD/CAM muito intuitivo e fácil de usar. Possui assistentes avançados que permitem programar as geometrias mais complexas em apenas três cliques do mouse ou virtualmente automaticamente com Reconhecimento Automático de Características. Esta função é capaz de reconhecer qualquer elemento que possa ser cortado, como punções, cavidades, contornos abertos, cilindros, conicidade constante e variável, peças de 2 e 4 eixos, etc.
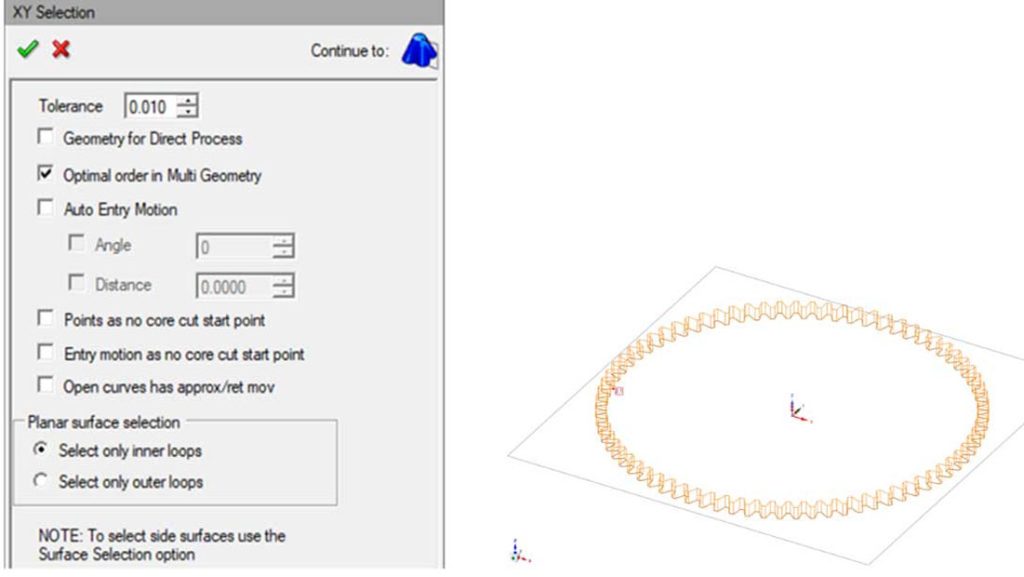
A seleção de contornos ou superfícies agora é até 90% mais rápida. Esse recurso melhora a produtividade e a eficiência, reduzindo o tempo necessário para fazer seleções complexas.
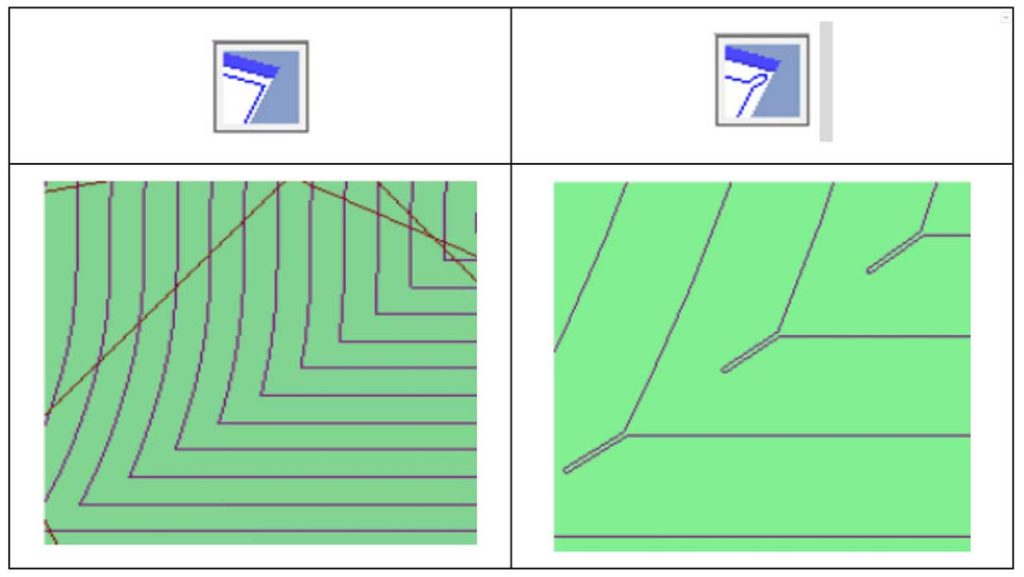
O novo algoritmo de corte sem núcleo de 4 eixos reduz o tempo de usinagem na máquina em até 30%. Esta técnica avançada combina corte 2X e 4X para proporcionar velocidades de corte mais altas e tempos de usinagem mais curtos na máquina em peças complexas.
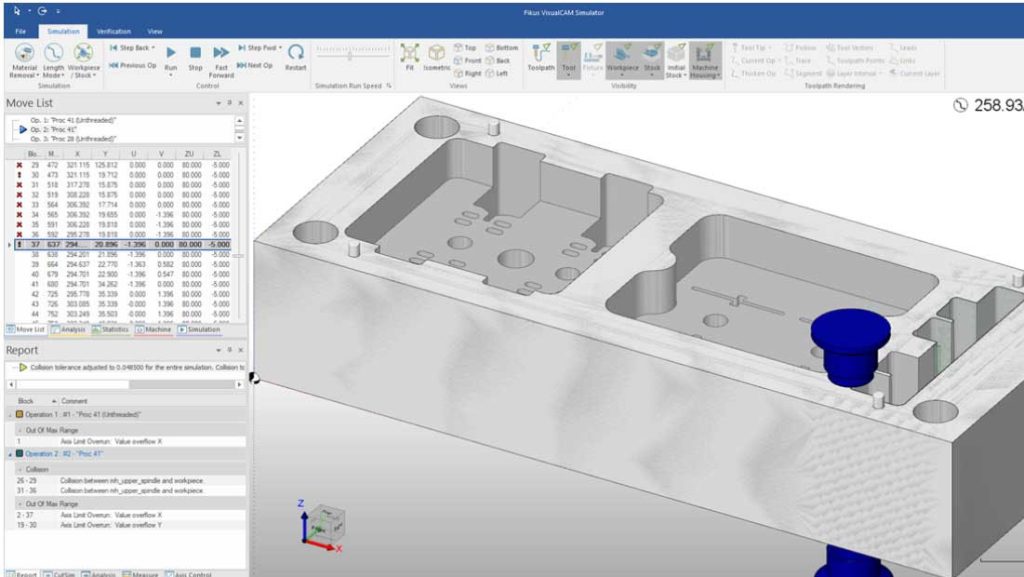
Novas possibilidades de simulação em wire EDM
O Fikus Works 2024 adiciona novas possibilidades à sua simulação realista avançada para eletroerosão a fio. Agora é possível comparar o resultado simulado com a geometria inicial. Esta opção permite detectar desvios e erros de usinagem, como colisões. Também ajuda a otimizar parâmetros e estratégias de corte para diferentes materiais e geometrias.
Uma solução completa para eletroerosão a fio ou um complemento para seu CAD
O FikusWorks 2024 está disponível como uma solução CAD/CAM abrangente, em três configurações diferentes para atender às suas necessidades:
SolidWorks CAD (somente peças) + Wire EDM CAM
SolidWorks CAD (peças e montagem) + Wire EDM CAM
SolidWorks CAD (peças, montagem e desenhos) + Wire EDM CAM
Todas as ferramentas disponíveis no FikusWorks podem melhorar significativamente a produtividade e o tempo de fabricação, como assistentes de usinagem específicos para diferentes máquinas, templates, bancos de dados customizáveis ou pontos tecnológicos automáticos, que estão disponíveis para tornar seu trabalho mais fácil e produtivo.
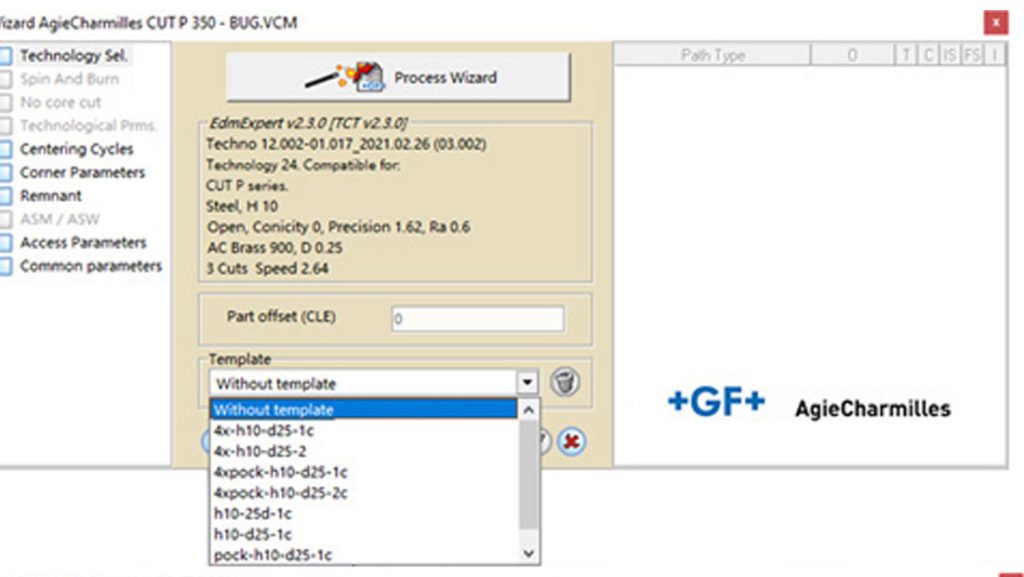
Tecnologias de máquinas de fabricantes como Accutex, ActSpark, GF Machining Solutions, Chmer, Fanuc, Hitachi, Joemars, Makino, Mitsubishi, ONA EDM e Sodick são implementadas no FikusWorks com tabelas tecnológicas e pós-processadores otimizados. Os assistentes de programação ajudam a criar a sequência de corte passo a passo e a controlar todos os parâmetros de usinagem. Assim, o Conhecimento Especializado ajuda a completar o processo de programação de forma fácil e eficiente.
Suplemento totalmente integrado
Fikus Works 2024 também está disponível como um add-in para integrar a melhor solução CAM de eletroerosão a fio do mercado em sua plataforma Solidworks e começar a programar a usinagem imediatamente.
Depois de concluir suas tarefas de CAD, você pode abrir diretamente a guia FikusWorks no menu principal do SolidWorks e começar a trabalhar com a solução FikusWorks CAM intuitiva, fácil de usar e eficiente para eletroerosão a fio.
A FIT apresenta ao mercado a nova versão do Fikus ST 2023, o software CAD/CAM especialmente desenvolvido para os mais altos. O novo Fikus ST 2023 está um passo adiante na automatização dos processos produtivos na altura e, com isso, um incremento na produtividade e na rentabilidade das alturas.
Nesta nova versão, as melhorias do Fikus ST 2023 se concentram na otimização dos assistentes tecnológicos, com novas opções e funções. Os reconhecidos assistentes tecnológicos de Fikus permitem programar qualquer método mecanizado de forma eficiente, praticamente automático, com apenas um par de cliques de rato.
O outro trabalho nesta nova versão foi o Reconhecimento Automático de Características, capaz de identificar os elementos a serem mecanizados e programar automaticamente o mecanizado. A inclusão do corte inteligente em fresco é um passo em frente ao corte totalmente automático.
Os gráficos também foram melhorados para aumentar a agilidade do Fikus ST 2023 para gerenciar grandes arquivos de peças completas. Agora, Fikus ST 2023 utiliza tecnologia de renderização avançada como a utilizada em videogames, com o que, sem mudar de equipamento ou placa gráfica, conseguirá muito mais agilidade filmando, girando ou selecionando peças. O Fikus ST 2023 é agora 4 vezes mais rápido na visualização de arquivos no modo sombrio.
Corte inteligente: para a automatização completa
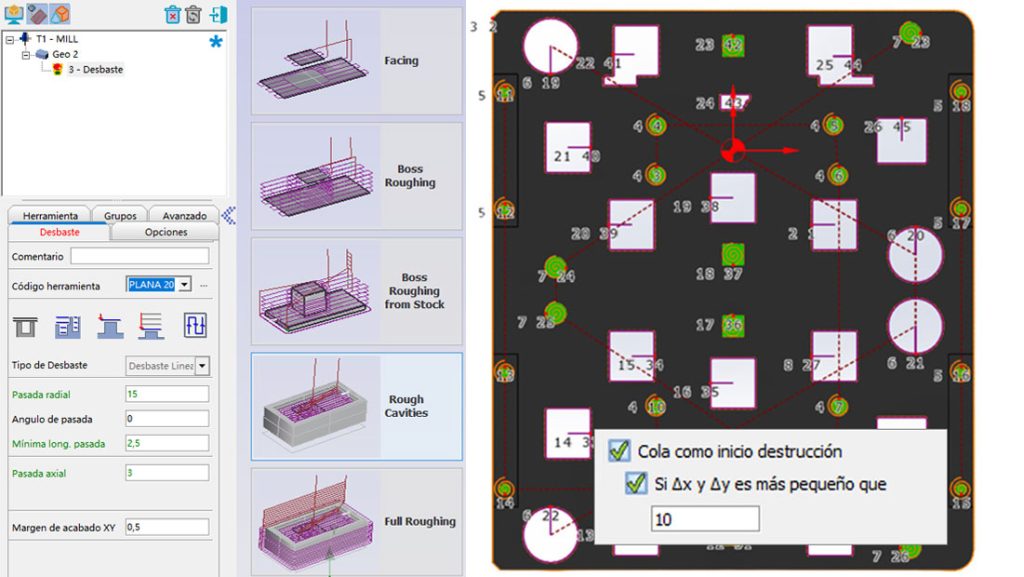
Fikus ST 2023 apresenta o corte inteligente dentro do Reconhecimento Automático de Características de Fresa. Esta nova funcionalidade supõe uma etapa adiante feita para o futuro do CAD/CAM: o corte totalmente automático. O reconhecimento automático de zonas a mecanizar pressupõe um grande avanço na automatização dos processos de mecanização; Fikus era capaz de reconhecer as diferentes características de uma geometria e programar seu corte de forma eficiente automaticamente. Com o corte inteligente, você adiciona a funcionalidade de criar processos completos de mecanização, incluindo a escolha da ferramenta adequada.
Em função da geometria, o mecanizado inteligente de Fikus ST 2023 criará processos necessários, como desbastado, taladrado, ranurado ou acabado.
Também são destacadas as novidades no reconhecimento automático de zonas e mecanizar em hilo. Agora é possível definir variáveis úteis como um diâmetro mínimo e máximo a detectar, ou especificar um tamanho máximo de caixa por baixo de qual deverá criar um ponto de entrada destrutivo.
Mais ágil e produtivo
Fikus ST 2023 inclui muitas melhorias orientadas para aumentar a agilidade de uso e reduzir o tempo de programação. Se Fikus se caracterizou por ser um CAD/CAM intuitivo, fácil de usar, com potentes assistentes que agilizam a programação, na nova versão foi trabalhado em cada detalhe para aumentar a facilidade de uso e incrementar a produtividade.
Novo menu adaptável
Algumas das melhores coisas neste apartamento são encontradas no novo menu adaptável, que agora se adapta inteligentemente a qualquer tamanho de tela, maximizando as funções mais importantes que são sempre facilmente acessíveis. Também foi integrado no menu principal o menu principal com todas as opções de simulação.
Novas funcionalidades do aplicativo
Se ha renovado o cubo de vistas dinamico que permite mudar a orientação da peça simplesmente pulsando a cara ou a seta do cubo; la pieza mostrará imediatamente o cara que nos interessa ver. Este novo cubo melhora extraordinariamente a agilidade de manejo de geometrias 3D. Também é nova a função descartar informações CAM ao abrir um arquivo VCM, que agiliza o processo de reprogramação CAM.
Há muitas outras novidades, como novas opções de geração de centros geométricos ou um botão para mostrar/ocultar o CAD de forma fácil no menu do gerenciador de trajetórias.
As novidades dos assistentes melhoram o rendimento
Uma vantagem importante nos assistentes é o novo filtro de plantas que mostrará apenas aquelas aplicáveis ao trabalho que estamos realizando, agilizando também o processo de seleção.
Os ciclos de centralização podem ser realizados automaticamente com a ajuda do assistente de processo. Esta novidade aumentou a agilidade do Fikus ST 2023, pois o arquivo importado na máquina conterá as informações de medição.
Também dentro do fio, o assistente do Quick Wire permite ativar ou desativar cortes facilmente. O Fikus programará automaticamente o enhebrado do hilo no primeiro corte ativado e o corte do hilo no último, sem necessidade de programá-lo.
Os cálculos complexos são realizados apenas quando são necessários
Outra melhor opção é a possibilidade de excluir os cálculos complexos para passar da programação por fases na programação geométrica. Quando utilizamos esta importante ferramenta Geo-Fases, que nos permite programar atividades de corte sem supervisão do mecanizador, Fikus, automaticamente, realiza todos os complexos cálculos necessários. Mas em muitas ocasiões realizamos passos repetidamente de um processo a outro e os cálculos só nos interessam no final do processo. Agora é possível desativar os cálculos e agilizar com sensatez a programação Geo-Fases.
Pense também no novo processo de Cajeras 4X que gera um cajeado 2X+4X. Fikus maximiza os cortes em dois exemplos, deixando apenas aqueles cortes indispensáveis em 4 passos, com o que reduz o tempo na máquina de forma sensata.
Mais qualidade de acabamentos em Fikus ST 2023
Muitas das melhores melhorias apresentadas nesta versão têm a ver com a qualidade dos acabamentos, especialmente em Fresa 3D. Agora, graças às novas opções, as bandejas são mais densas e progressivas, obtendo um mecanizado de alta velocidade com mais qualidade. Isso se torna graças a um esclarecimento progressivo que reduz a necessidade de cálculos computacionais e o risco de erros.
Também foi melhorado o Acabamento Helicoidal com a opção de acoplar um Ângulo de Rampa. Este parâmetro garante que a ferramenta desça uniformemente, o que é traduzido em um mecanizado mais suave.
Nova tabela para importar as ferramentas diretamente do fabricante em formato CSV e incorporá-las na biblioteca de ferramentas fora do tempo de programação.
A função Estoque bruto (corte de desbaste com material) é utilizada para adicionar cortes de desbaste adicionais no mesmo procedimento para eliminar o material adicional disponível. Esta opção está disponível para contornos cerrados e abertos.
Processador gráfico 4 vezes mais rápido
O motor gráfico do Fikus foi atualizado profundamente nesta versão com o último processamento gráfico, semelhante aos usados nos videogames. A experiência do usuário com este novo motor gráfico supõe um salto exponencial. Essas melhorias são especialmente relevantes no caso de grandes arquivos com quilômetros de superfície, onde as muitas capacidades gráficas aprimoradas resultam mais evidentes.
O novo processador gráfico converte superfícies em triângulos, permitindo exibir modelos 3D de forma muito mais rápida, com menos erros e com mais qualidade.
Em um teste realizado por nosso departamento técnico, comparando a versão anterior com o novo Fikus ST 2023 gerenciando uma ficha com uma superfície de 2.000, o novo processador gráfico resultou 4 vezes mais rápido.
Com FikusPlus 2023 você pode chegar a novos níveis de flexibilidade e produtividade. A capacidade de mecanização em 4 etapas contínuas em fresco permite realizar peças completas que não podem ser produzidas até agora, com acabamentos automáticos e desbastes. Os 6 passos em linha permitem maior flexibilidade e rapidez neste tipo de mecanização.
Se foram introduzidas múltiplas melhorias nos processos de cálculo, nos assistentes ou na seleção de cadeias de elementos, agora muito mais rápido. As novas funções, como o design de engenharia, ou as ágeis transformações de peças e bandejas, supõem um salto qualitativo em produtividade.
Sem dúvida, o eficiente reconhecimento automático de características, agora muito mais rápido, supõe um passo adicional na automatização de uma solução, com o Fikus Plus 2023, altamente automatizado capaz de mecanizar qualquer peça em apenas 3 cliques de rato.
Múltiplas melhorias para otimizar a versatilidade e produtividade
A nova versão do FikusPlus incorpora várias novidades orientadas para melhorar a produtividade.
Nova função para o design de engenharia
Um elemento destacado é a nova abordagem no projeto de engenharia, no qual apenas foi necessário modificar os parâmetros básicos, sem realizar nenhum tipo de projeto. Os parâmetros básicos são: número de dentes, módulo, passo circular, diâmetro primitivo. Só se você precisar desses três valores, o terceiro pode derivar dos outros dois.
Informe de círculos
A nova versão, em eletroerosão por hilo, fornece um relatório sobre os pontos de entrada do hilo para a realização de taladros.
Máxima eficiência mecanizando geometrias repetidas
Um novo algoritmo melhora o desempenho e a eficácia quando você trabalha com geometrias idênticas. Uma diferença dos métodos tradicionais, que requerem várias peças para cada repetição, o método melhorado apenas utiliza uma peça e aplica transformações, que reduzem o uso de memória e o tempo. Admita um número ilimitado de repetições, o que resulta útil para clientes ou formas complexas. As subrotinas fazem com que o arquivo ISO seja mais curto e fácil de ler, o que resulta em um padrão mais simples e curto.
Sim, é que na nova versão do Fikus Plus foram trabalhadas com grande agilidade as transformações de geometrias e bandejas para, através delas, programar facilmente padrões complexos, incluindo transformações polares, e com muito pouco consumo de memória e programas de máquina muito leve.
Novo menu mais acessível
Algumas das melhores coisas neste apartamento são encontradas no novo menu adaptável, que agora se adapta inteligentemente a qualquer tamanho de tela, maximizando as funções mais importantes que são sempre facilmente acessíveis.
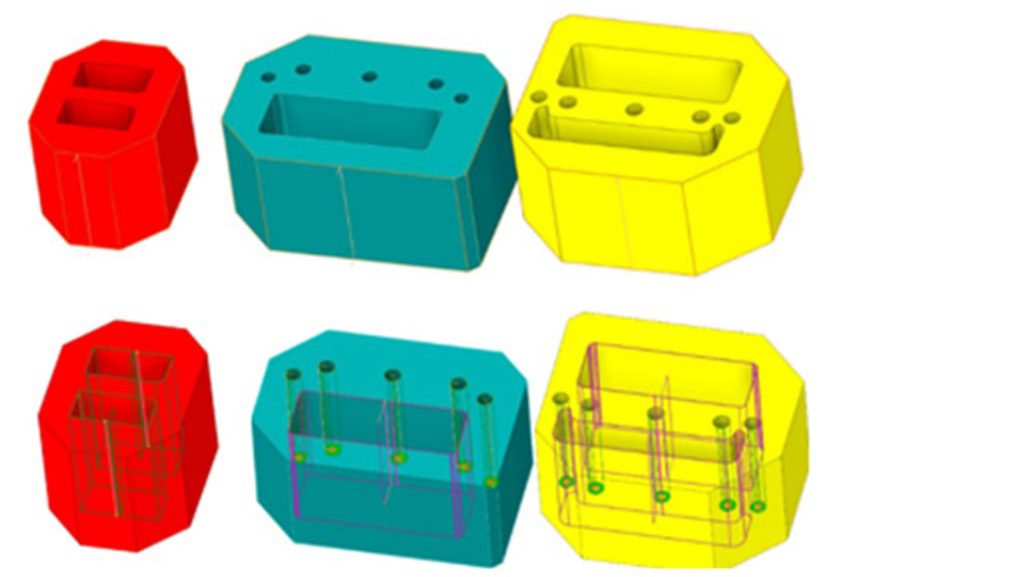
Com os 4 exemplos contínuos que incorporam esta versão, Fikus Plus é capaz de resolver os trabalhos mais complexos de forma eficiente. Agora o Fikus Plus pode abordar trabalhos em 3 pontos, 4 passos contínuos e 5 passos posicionados. No mecanizado de 4 eixos, além de trabalhar nos eixos X, Y e Z, a peça (ou a ferramenta) pode girar, simultaneamente, em torno de um dos eixos. FikusPlus permite selecionar facilmente o modo de rotação X ou Y.
A programação de trabalhos em 4 exemplos conta com ferramentas poderosas que permitem realizar de forma simples operações complexas, como realizar transformações polares de matrizes o, o que é o mesmo, programar uma geometria e transformá-la para programar cópias giradas da mesma em torno de um eje, muito útil para criar padrões simétricos. Também dispõe de processos avançados de desbaste e acabamento em 4 partes, com uma função de contornos de contenção, aplicáveis a paredes, solos e operações de perfilado.
O desbaste de esquinas inclui uma função para suavizar com três métodos disponíveis: linha, arco e bucle; o usuário dispõe de mais flexibilidade e controle sobre o processo de suavização.
Seguir a curva 4X é uma função semelhante à de ranurado ou perfilado, em que uma ferramenta se desloca para o largo de uma trajetória predefinida para recortar um contorno. Neste caso você pode fazer uma forma perpendicular ao eixo giratório (4X) ou uma forma tradicional (3X).
Há mais novidades em fresco, como o ressaltado de grupos, que mostra o contorno selecionado com um ressalte especial, facilitando a identificação da forma e do tamanho do contorno selecionado.
Excelente mecanização geométrica repetida, é mais produtiva e versátil
Com FikusPlus você procurou oferecer novos níveis de flexibilidade e produtividade. A capacidade de mecanização em 4 etapas contínuas em fresco permite realizar peças completas que não podem ser produzidas até agora, com acabamentos automáticos e desbastes. Os 6 passos em linha permitem maior flexibilidade e rapidez neste tipo de mecanização.
Se foram introduzidas múltiplas melhorias nos processos de cálculo, nos assistentes ou na seleção de cadeias de elementos, agora muito mais rápido. As novas funções, como o design de engenharia, ou as ágeis transformações de peças e bandejas, supõem um salto qualitativo em produtividade.
Sem dúvida, o eficiente reconhecimento automático de características, agora muito mais rápido, supõe um passo adicional na automatização de uma solução, como FikusPlus, altamente automatizado capaz de mecanizar qualquer peça em apenas 3 cliques de rato.
A nova versão do FikusPlus incorpora várias novidades orientadas para melhorar a produtividade.
Um elemento destacado é a nova abordagem no projeto de engenharia, no qual apenas foi necessário modificar os parâmetros básicos, sem realizar nenhum tipo de projeto. Os parâmetros básicos são: número de dentes, módulo, passo circular, diâmetro primitivo. Só se você precisar desses três valores, o terceiro pode derivar dos outros dois.
Informe de círculos
A nova versão, em eletroerosão por hilo, fornece um relatório sobre os pontos de entrada do hilo para a realização de taladros.
Apenas um par de parâmetros básicos são necessários para projetar uma engenharia
Máxima eficiência mecanizando geometrias repetidas
Um novo algoritmo melhora o desempenho e a eficácia quando você trabalha com geometrias idênticas. Uma diferença dos métodos tradicionais, que requerem várias peças para cada repetição, o método melhorado apenas utiliza uma peça e aplica transformações, que reduzem o uso de memória e o tempo. Admita um número ilimitado de repetições, o que resulta útil para clientes ou formas complexas. As subrotinas fazem com que o arquivo ISO seja mais curto e fácil de ler, o que resulta em um padrão mais simples e curto.
Sim, é que na nova versão do FikusPlus foram trabalhadas com grande agilidade as transformações de geometrias e bandejas para, através delas, programar facilmente padrões complexos, incluindo transformações polares, e com muito pouco consumo de memória e programas de máquina muito leve.
Novo menu mais acessível
Algumas das melhores coisas neste apartamento são encontradas no novo menu adaptável, que agora se adapta inteligentemente a qualquer tamanho de tela, maximizando as funções mais importantes que são sempre facilmente acessíveis.
A mecanização de geometrias repetidas, em fresa e hilo, pode ser programada facilmente com as ferramentas ágeis de transformação de geometrias e bandejas
Transformação de trajetórias
Com os 4 exemplos contínuos que incorporam esta versão, FikusPlus é capaz de resolver os trabalhos mais complexos de forma eficiente. Agora o FikusPlus pode abordar trabalhos em 3 pontos, 4 passos contínuos e 5 passos posicionados. No mecanizado de 4 eixos, além de trabalhar nos eixos X, Y e Z, a peça (ou a ferramenta) pode girar, simultaneamente, em torno de um dos eixos. FikusPlus permite selecionar facilmente o modo de rotação X ou Y.
A programação de trabalhos em 4 exemplos conta com ferramentas poderosas que permitem realizar de forma simples operações complexas, como realizar transformações polares de matrizes o, o que é o mesmo, programar uma geometria e transformá-la para programar cópias giradas da mesma em torno de um eje, muito útil para criar padrões simétricos. Também dispõe de processos avançados de desbaste e acabamento em 4 partes, com uma função de contornos de contenção, aplicáveis a paredes, solos e operações de perfilado.
O desbaste de esquinas inclui uma função para suavizar com três métodos disponíveis: linha, arco e bucle; o usuário dispõe de mais flexibilidade e controle sobre o processo de suavização.
Seguir a curva 4X é uma função semelhante à de ranurado ou perfilado, em que uma ferramenta se desloca para o largo de uma trajetória predefinida para recortar um contorno. Neste caso você pode fazer uma forma perpendicular ao eixo giratório (4X) ou uma forma tradicional (3X).
Há mais novidades em fresco, como o ressaltado de grupos, que mostra o contorno selecionado com um resalte especial, facilitando a identificação da forma e do tamanho do contorno selecionado.
A flexibilidade de 6 partes
Máquinas de eletroerosão por fio de 6 partes oferecem grande flexibilidade no corte de formas e contornos complexos. A possibilidade de orientar a peça em diferentes ângulos elimina as limitações de ângulo máximo de hilo.
Esta tecnologia permite operações complicadas como cortes cônicos, ângulos variáveis e posicionamento de peças em vários exemplos, o que é adequado para aplicações de precisão e formas complexas.
A seleção de contornos ou superfícies foi 90% mais rápida
A seleção XY / Seleção de cadeia simplifica a seleção de vários elementos ao longo de uma cadeia de aristas ou curvas conectadas que, para grandes bandejas de ferramentas, implica uma redução de tempo de 90%. Esta função aumenta a produtividade e a eficácia ao reduzir o tempo necessário para realizar seleções completas.
Destruição avançada 4X
Um novo algoritmo, que combina destruição automática de 2x e 4X, permite reduzir o tempo de mecanização na máquina até 30%. Esta técnica avançada oferece maiores velocidades de corte e menores tempos de ciclo em caixas com ângulo de conicidade.
Atingir a maturidade na Indústria 4.0 é uma jornada que envolve não apenas a adoção de tecnologias avançadas, mas também uma transformação cultural e organizacional. À medida que a tecnologia continua a evoluir, as empresas que se adaptam de forma proativa estão bem posicionadas para colher os benefícios da Indústria 4.0 e se destacar em um ambiente de negócios cada vez mais competitivo.
A Indústria 4.0 representa a fusão de tecnologias digitais, automação avançada e análise de dados para transformar a maneira como as empresas operam e produzem. Alcançar a maturidade nesse contexto significa adotar plenamente as inovações tecnológicas e alinhar-se com as melhores práticas em vários aspectos.
A compreensão das tecnologias subjacentes à Indústria 4.0 é essencial. Isso inclui a Internet das Coisas (IloT), a Inteligência Artificial (IA), a manufatura aditiva e a automação inteligente. A maturidade começa com a capacidade de aplicar essas tecnologias de maneira eficaz para melhorar a eficiência, a qualidade e a flexibilidade das operações.

1- Estratégia Alinhada: A maturidade começa com uma estratégia clara e alinhada com os objetivos de negócios. As empresas maduras na Indústria 4.0 têm uma visão sólida de como a tecnologia pode melhorar seus processos e produtos.
2- Integração de Dados: Uma organização madura na Indústria 4.0 possui a capacidade de coletar, armazenar e analisar dados de várias fontes, garantindo uma tomada de decisão baseada em informações precisas.
3- IoT e Sensores: A implementação de sensores e dispositivos de IoT é uma característica chave da maturidade na Indústria 4.0. Isso permite o monitoramento em tempo real de máquinas e ativos.
4- Automatização Inteligente: A automação de processos é uma parte essencial da Indústria 4.0. Empresas maduras utilizam automação inteligente, como robótica avançada e IA, para otimizar tarefas.
5- Manufatura Aditiva: A impressão 3D e outras técnicas de manufatura aditiva são utilizadas por empresas maduras para prototipagem rápida e produção personalizada.
6- Segurança Cibernética: A maturidade na Indústria 4.0 também envolve proteger os sistemas e dados contra ameaças cibernéticas. Isso é crítico, uma vez que a conectividade expõe a empresa a riscos.
7- Treinamento e Capacitação: As empresas maduras investem em treinamento e capacitação para garantir que seus funcionários estejam preparados para lidar com as novas tecnologias e processos.
8- Inovação Contínua: A busca constante por inovação e a capacidade de se adaptar rapidamente às mudanças tecnológicas são características de empresas maduras na Indústria 4.0.
9- Colaboração e Ecossistema: Empresas maduras na Indústria 4.0 não operam isoladamente. Elas colaboram com parceiros, fornecedores e até concorrentes para criar ecossistemas de inovação.
10- Sustentabilidade: A maturidade na Indústria 4.0 inclui uma abordagem mais sustentável. Isso envolve a otimização de recursos e a minimização do impacto ambiental por meio de tecnologias e processos mais eficientes.
A promoção de uma cultura de inovação, que encoraja a experimentação e a aprendizagem com base em dados, é fundamental. Os funcionários devem ser incentivados a abraçar a mudança e a buscar oportunidades de melhoria contínua.
O treinamento e a capacitação dos funcionários são igualmente importantes. As empresas devem investir na formação de suas equipes para garantir que eles tenham as habilidades necessárias para operar e manter os sistemas da Indústria 4.0.
A integração de dados é uma capacidade central na Indústria 4.0. Empresas maduras na Indústria 4.0 possuem sistemas robustos de coleta, armazenamento e análise de dados. Isso permite que eles tomem decisões informadas com base em informações em tempo real.
Em resumo, a maturidade na Indústria 4.0 é um processo que abrange a tecnologia, a estratégia, a cultura organizacional, a formação de equipes e a segurança. À medida que as empresas avançam nessa jornada de maturidade, elas estão bem posicionadas para colher os benefícios da revolução industrial atual, incluindo a competitividade aprimorada, a inovação constante e a eficiência operacional.
A FIT estará no estande P425 apresentando os conceitos inovadores do software CIMCO, que proporciona mais produtividade e eficiência para o chão de fábrica, além das automações e a perfeita integração CAD/CAM do CIMATRON.
A Mercopar é a maior feira de inovação e negócios da América Latina, é um espaço de geração de relacionamentos, disseminação de conhecimento sobre tendências da indústria e estímulo à movimentação da economia. Há mais de 30 anos, a feira cumpre a missão de aproximar empresas nacionais e internacionais, conectando pequenas, médias e grandes organizações.
A Mercopar tem como objetivo a geração de negócios, a abertura de novos mercados, apresentar as tendências e tecnologias para a inovação na indústria. Desde 2019, a realização da Feira é feita em parceria com a FIERGS – Federação das Indústrias do Estado do Rio Grande do Sul, o que ampliou as oportunidades e a integração entre participantes, expositores e parceiros. Além disso, o foco do evento passou para a temática de inovação industrial.

Os eventos se dividem entre fóruns, painéis, pitchs e palestras. A Mercopar 2023 contará com mais de 30 eventos que promoverão o debate e discussões com foco ESG, a sigla em inglês que se refere aos princípios e boas práticas ambientais, sociais e de governança corporativa.
A edição de 2022 mostra o potencial do evento. No ano passado, tivemos a maior Rodada de Negócios da história da Mercopar. Além disso, aproximadamente 35 mil pessoas visitaram a 31ª edição da feira. Em 2023, o evento quer trabalhar para que o movimento e a geração de negócios sejam ainda maiores e mais relevantes.

A FIT vai participar da Mercopar 2023 apresentando as funcionalidades do software CIMATRON que fazem a diferença para a produtividade da indústria ferramental. O CIMATRON é um software CAD/CAM com recursos inteligentes, que proporcionam as melhores soluções quando o assunto é produtividade.
A automação do CIMATRON pode ser aplicada em diferentes etapas do processo. É possível utilizar os recursos de automação para otimizar a utilização de materiais e reduzir o tempo de produção, ou ajudando a criar projetos mais precisos e eficientes, permitindo que as ferramentas sejam produzidas com maior rapidez e qualidade.
Outro benefício da automação do CIMATRON é a possibilidade de realizar simulações antes da produção, permitindo que os profissionais envolvidos no processo possam antecipar problemas e solucioná-los antes que ocorram, reduzindo o desperdício de materiais e o tempo de retrabalho.
Essas funcionalidades podem ser uma ferramenta extremamente valiosa para a indústria ferramental, permitindo que os processos de produção sejam mais rápidos, eficientes e precisos, além de reduzir custos e aumentar a qualidade dos produtos finais.
O CIMCO é uma ferramenta essencial para a programação de máquinas CNC, pois possui interface intuitiva, recursos avançados e compatibilidade com outros aplicativos CAD/CAM. É impossível aumentar a produtividade do seu chão de fábrica se você não sabe o que acontece nele.
Esses dados são importantes para saber com antecedência as causas dos gargalos produtivos e encontrar soluções para aumentar a produtividade industrial. Com uma solução MES para controle de produção, você terá todos os dados da máquina e postos de trabalho em tempo real.
O sistema gera um alerta, caso a produção não esteja saindo como o planejado, e consegue tomar ações imediatas para sanar o problema e voltar a produzir o mais rápido possível. Na ENAFER, vamos estar apresentando esse e outros módulos de dados e informações que aumentam a performance produtiva e economia de recursos.
32ª Mercopar - Feira de inovação industrial
Data: 17 a 20 de outubro Estande: P425
Local: R. Ludovíco Cavinato, 1431 - Caxias do Sul - RS
A pirataria de software é uma violação dos direitos autorais e está sujeita a penalidades legais significativas. Empresas pegas utilizando software não licenciado podem enfrentar processos judiciais caros, multas substanciais e até mesmo prisões para indivíduos responsáveis. Esses custos legais podem prejudicar gravemente as finanças de uma empresa.
O uso de software pirata pode manchar a reputação de uma empresa. Clientes e parceiros comerciais podem questionar a ética da empresa e a confiança em seus produtos ou serviços. A perda de confiança pode levar a uma diminuição nas vendas e parcerias comerciais.
Software pirata frequentemente contém falhas de segurança, pois não é atualizado regularmente como os produtos legítimos. Isso pode deixar a empresa vulnerável a ataques cibernéticos, como malware, ransomware e roubo de dados. A exposição a riscos de segurança pode resultar em perda de dados críticos, interrupções operacionais e custos significativos para remediar os danos.
Empresas que utilizam software pirata não têm acesso ao suporte técnico legítimo e às atualizações de segurança fornecidas pelos desenvolvedores originais. Isso pode resultar em problemas técnicos não resolvidos, aumentando o risco de tempo de inatividade e perda de produtividade.

Riscos Legais: A utilização de software pirata pode resultar em ações legais por parte dos detentores dos direitos autorais, levando a processos judiciais, multas substanciais e penalidades legais.
Riscos Financeiros: Empresas que utilizam software não licenciado podem enfrentar custos inesperados, incluindo multas legais, despesas com aquisição de licenças retroativas e perdas financeiras associadas à exposição a vulnerabilidades de segurança.
Riscos de Segurança: O software pirata muitas vezes não é atualizado regularmente, o que o torna mais vulnerável a ameaças de segurança, como malwares e ataques cibernéticos. Isso pode resultar na perda de dados críticos e na interrupção das operações.
Riscos de Reputação: O uso de software pirata pode prejudicar a reputação da empresa, minando a confiança dos clientes, parceiros comerciais e investidores. Isso pode afetar negativamente as relações comerciais e a imagem da marca.
Riscos Operacionais: Software não licenciado pode ser instável e propenso a falhas, o que pode resultar em tempo de inatividade não planejado e perda de produtividade.

Investir em Licenças Legítimas: A maneira mais eficaz de evitar a pirataria de software é adquirir e usar apenas software com licenças legítimas. Certifique-se de comprar suas licenças de fornecedores confiáveis e verifique a autenticidade das licenças antes de implementá-las em sua empresa. Isso inclui sistemas operacionais, programas de produtividade, ferramentas de segurança e qualquer outro software utilizado em sua operação.
Implementar Políticas de Uso de Software: Desenvolva políticas de uso de software claras e abrangentes para sua empresa. Eduque seus funcionários sobre a importância de usar apenas software licenciado e as consequências da violação das políticas. Faça com que todos os colaboradores assinem um acordo de conformidade para garantir que estejam cientes das responsabilidades e consequências.
Manter um Registro de Licenças: Mantenha um registro completo de todas as licenças de software adquiridas pela empresa, incluindo informações como números de série, datas de expiração e detalhes de compra. Isso facilita a verificação da conformidade e ajuda a evitar o uso de software não licenciado inadvertidamente.
Auditorias Internas Regulares: Realize auditorias internas regulares para garantir que todas as instalações de software na empresa estejam devidamente licenciadas e em conformidade com as políticas estabelecidas. Isso ajuda a identificar e corrigir possíveis problemas de pirataria antes que se tornem um problema legal ou de segurança.
Promover a Conscientização sobre a Pirataria de Software: Treine e eduque regularmente seus funcionários sobre os riscos e consequências da pirataria de software. Destaque os benefícios do uso de software legítimo, como suporte técnico, atualizações de segurança e conformidade com regulamentações. Incentive os funcionários a relatar qualquer suspeita de uso de software não licenciado.
A pirataria de software envolve riscos legais, financeiros, de segurança e reputacionais. Investir em software licenciado e aderir às práticas de conformidade é fundamental para proteger sua empresa a longo prazo, garantindo a integridade, segurança e sustentabilidade de suas operações.
No cenário em constante evolução da tecnologia, o XI Encontro Tecnológico de Inovação Industrial promove a troca de conhecimento e experiências para impulsionar o progresso e a inovação. Nesse contexto, o evento reúne empresas, profissionais e especialistas para explorar as fronteiras mais recentes e relevantes da tecnologia industrial.

O Encontro Tecnológico proporciona uma grande troca de aprendizados, onde os profissionais do setor compartilham suas ideias, descobertas e perspectivas, proporcionando uma visão aprofundada das tendências e das soluções inovadoras que estão moldando a indústria. Isso não apenas amplia o conhecimento dos participantes, mas também os inspira a explorar novas direções.
Além disso, o evento contribui para a visibilidade da indústria tecnológica em níveis local, regional e até internacional. Ao demonstrar o potencial da inovação tecnológica, o Encontro Tecnológico pode atrair investimentos, incentivar políticas favoráveis à ciência e tecnologia e até mesmo inspirar jovens a buscar carreiras em campos relacionados à tecnologia, contribuindo assim para o crescimento econômico e o avanço da sociedade como um todo.
A participação da FIT Engineering Systems no Encontro Tecnológico faz parte do compromisso contínuo da empresa com a evolução da engenharia. Promovendo inovação, compartilhar conhecimento e criando conexões para impulsionar o desenvolvimento tecnológico industrial.
Focados em otimizar o retorno do investimento feito em softwares de engenharia CAD/CAM/CAE/DNC, com verdadeiro aproveitamento dos recursos virtuais para obter rapidez no projeto, fabricação e aprovação do produto finalizado, reduzindo e até mesmo eliminando retrabalhos.
A FIT Engineering Systems possui uma linha de softwares high-end e de serviços de altíssima qualidade, e está presente nas empresas dos setores automotivo, duas rodas, médico, energia, moda, brinquedos e construção civil.
IIoT (Internet Industrial das Coisas) é uma manufatura baseada em dados. Envolve captura e análise consistentes e precisas de dados, convertendo em informações, para tomar decisões baseadas em dados. Por meio de conectividade digital de alto nível, representa uma oportunidade de aprimorar a eficiência, padronização, roteirização e a rastreabilidade. Aproveitar estes dados pode ajudar as ferramentarias a competir em um ambiente de fabricação em evolução.
Uma das principais vantagens do IIoT na manufatura é a capacidade de monitorar e rastrear em tempo real o desempenho das máquinas e ferramentas. Essas informações são transmitidas para sistemas de análise que fornecem insights valiosos sobre o desempenho da produção. Com base nesses dados, é possível detectar falhas ou problemas iminentes, permitindo a manutenção preditiva e evitando paradas não planejadas. Isso resulta em um aumento significativo da eficiência operacional e redução dos custos de manutenção.
Além disso, o IIoT possibilita a otimização dos processos de fabricação na manufatura. Com a coleta de dados em tempo real, é possível identificar gargalos, tempos ociosos e ineficiências nos fluxos de trabalho. Os dados coletados podem ser analisados para identificar padrões e tendências, auxiliando na tomada de decisões informadas sobre a alocação de recursos, otimização de rotas de produção e ajustes de programação. Com a otimização dos processos, é possível reduzir o tempo de produção, aumentar a capacidade de produção e melhorar a qualidade dos produtos fabricados.
A FIT vai apresentar as funcionalidades do software CIMATRON que fazem a diferença para a produtividade da indústria ferramental. O CIMATRON é um software CAD/CAM com recursos inteligentes, que proporcionam as melhores soluções quando o assunto é produtividade.
A automação do CIMATRON pode ser aplicada em diferentes etapas do processo. É possível utilizar os recursos de automação para otimizar a utilização de materiais e reduzir o tempo de produção, ou ajudando a criar projetos mais precisos e eficientes, permitindo que as ferramentas sejam produzidas com maior rapidez e qualidade. antes da produção, permitindo que os profissionais envolvidos no processo possam antecipar problemas e solucioná-los antes que ocorram, reduzindo o desperdício de materiais e o tempo de retrabalho.
O CIMCO é uma ferramenta essencial para a programação de máquinas CNC, pois possui interface intuitiva, recursos avançados e compatibilidade com outros aplicativos CAD/CAM. É impossível aumentar a produtividade do seu chão de fábrica se você não sabe o que acontece nele.
Esses dados são importantes para saber com antecedência as causas dos gargalos produtivos e encontrar soluções para aumentar a produtividade industrial. Com uma solução MES para controle de produção, você terá todos os dados da máquina e postos de trabalho em tempo real.
Além de conhecer os diferenciais produtivos do CIMATRON que aumentam a competitividade dos fabricantes de ferramental, e o CIMCO, que melhorar a eficiência e produtividade na programação de máquinas CNC, o Encontro Tecnológico Bener promove a troca de conhecimento e experiências para impulsionar o progresso e a inovação da indústria de manufatura.
Participar do encontro é uma excelente oportunidade de conhecer as últimas tendências, inovações e tecnologias relacionadas à indústria. A FIT convida todos os amigos, parceiros, e clientes para participarem desse evento tão importante para a evolução tecnológica e de desenvolvimento do setor. Estamos contando com a presença de todos.
Evento: XI Encontro Tecnológico Bener de Inovação Industrial
Data: 4 a 5 de Outubro, das 10h às 18h.
Local: Sede da Bener - R. Iracema Lucas, 450 - Distrito Industrial, Vinhedo - SP.


