Nenhum produto no carrinho.

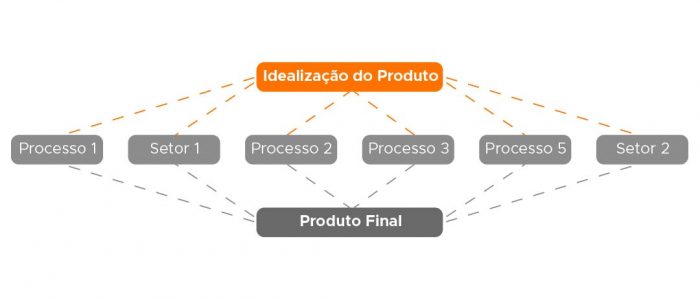
A Engenharia Simultânea ou Engenharia Concorrente, surgiu com o avanço da sociedade trazendo novas tecnologias e produtos cada vez mais complexos resultando no lead time para desenvolvimento de produtos. Ocorre então o aumento da competitividade empresarial, com produtos lançados cada vez mais rápido, espaços de tempo curto para a grande complexidade de projetos. Então no início dos anos 80, surgiu uma das soluções que foram adotadas por várias empresas, foi o aumento do paralelismo das atividades de desenvolvimento, ou seja, tornar mais próximo possível as atividades realizadas para criação de produtos diferentes. Na maior parte esses processos eram realizados somente nos pós aprovação do novo produto. Essas atividades foram reformuladas para que pudessem ser iniciadas antes mesmo do ciclo que o produto passa antes de ser aprovado.
Foi então em 1982 que a DARPA (Defense Advanced Research Project Agency) iniciou um estudo sobre maneiras de aumentar paralelismo das atividades de desenvolvimento de produtos. Esse trabalho resultou no termo conhecido como Engenharia Simultânea, e a partir desse estudo foram realizados novos estudos que vieram para ajudar no desenvolvimento desse termo e de seus métodos.
Na publicação do seu estudo, em 1988, a DARPA definiu engenharia simultânea da seguinte forma:
"Engenharia Simultânea é uma abordagem sistemática para o desenvolvimento integrado e paralelo do projeto de um produto e os processos relacionados, incluindo manufatura e suporte. Essa abordagem procura fazer com que as pessoas envolvidas no desenvolvimento considerem, desde o início, todos os elementos do ciclo de vida do produto, da concepção ao descarte, incluindo qualidade, custo, prazos e requisitos dos clientes." (WINNER et al., 1988 apud PRASAD, 1996).
Depois da publicação da DARPA sobre Engenharia simultânea, surgiram diversas outras definições. O que tornou o conceito mais extensivo, incluindo cooperação entre todos os envolvidos no desenvolvimento, incluindo recursos computacionais (CAD; CAE; CAM; CAPP; PDM) e aplicação de metodologias.

Todas as definições estão corretas, porem cada empresa deve pensar no modelo que adéqua melhor a sua situação atual e pensar em qual seus escopos de projeto.
A engenharia simultânea ou concorrente pode ser usada para realização de projeto para manufatura (DFM) e de projeto para montagem (DFA). Quando o desejo é realizar a integração do planejamento do processo de produção ao produto, visando reduzir custos e simplificar a fabricação de um componente, peça ou sistema, tem-se então o projeto voltado para a manufatura (DFM).
As regras das diretrizes da DFM, aplicadas ao projeto, estão listadas abaixo:
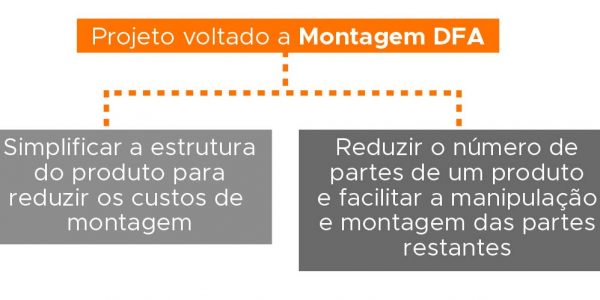
Os objetivos do projeto voltado para montagem (DFA) são:
Apenas aplicar as soluções de engenharia não quer dizer necessariamente melhoria no ciclo de desenvolvimento em engenharia simultânea, sem a devida gestão os resultados são apenas aumento de produção nas operações separadas, existe a necessidade de fazer a empresa “conversar” entre setores e etapas da produção. Desta forma não resultando em ganhos significantes, pois o retrabalho e perdas vai continuar existindo, devido a erros de projeto.
A integração dessas ferramentas tecnológicas (CAD, CAE, CAM e CAPP) proporciona a interação entre engenharia e projeto – projeto e processos, respectivamente, facilitando a comunicação entre os membros da equipe de projeto.

As informações são melhores aproveitadas do projeto para a engenharia e para o processo, o que permite realizar a simulação mais rapidamente e definir o processo de acordo com as alterações realizadas nas simulações. O uso desse sistema permite a integração, facilitando modificações pontuais na engenharia, no projeto e no processo, mantendo o trabalho que já foi realizado anteriormente.
A integração feita via features viabiliza a automação ou a semi automação das modificações entre as etapas do ciclo de desenvolvimento. Pacotes de CAE, CAD ou CAPP que possuam sistemas especialistas do tipo DFMA são capazes de fazer contínua avaliação do projeto desde a sua fase de concepção, por meio de mecanismos de avaliação da manufaturabilidade. A automação e a integração, dentro do escopo da engenharia simultânea, resultam em melhores desempenhos individuais nas atividades do ciclo de desenvolvimento e em reduções de tempo e de custo no processo projetivo como um todo.
A Engenharia Simultânea é um plano industrial que tem sido utilizada para reduzir o tempo de desenvolvimento de produtos, unir esforços de diversos profissionais com diferentes especialidades, que trabalham em grupos de forma cooperativa, sendo que para sua implantação torna-se necessário o entendimento a fundo das ferramentas que integram a estrutura do desenvolvimento de produto, fazendo com que seu lead time seja sensivelmente reduzido.
As empresas que buscam sobrevivem no mercado atual tem que ser flexíveis para que possam se adaptar as mudanças que estão ocorrendo e assim conseguirem inserir novos produtos no mercado de forma rápida, mas não deixando a qualidade de lado. Para ter sucesso no mercado o seu produto precisa atender as necessidades e expectativas do cliente.
A maior vantagem é competitiva, levando em consideração que com a engenharia simultânea a empresa consegue produzir produtos cada vez melhores, mas também reduzir significativamente o seu tempo de desenvolvimento. Fazer com que todas as etapas da produção interajam entre si é essencial para a empresa ter sucesso e executar com maestria a engenharia concorrente ou simultânea.
Uma das atividades mais comuns e necessárias no processo de corte, dobra e repuxo, é a eletroerosão a fio.
A construção do ferramental sempre implica em algumas operações de corte que podem ser mais ou menos complexas. Algumas delas podem e devem ser automatizadas e as outras podem ter um grande nível de complexidade.
A tecnologia CAD/CAM tem sido tradicionalmente focada em processos de fabricação com retorno significativo do investimento. E, portanto, tem abordado principalmente o projeto e fresamento em 2, 2.5, 4 e 5 eixos.
Mas os processos que poderiam ser chamados de "processos menores", como o Torno CNC ou a Eletroerosão a Fio, eram considerados produtos complementares. O desenvolvimento do produto foi afetado de acordo com essa ideia.
A construção do ferramental sempre implica em operações de corte, alguma delas são realmente muito complexas.
Outro ponto relevante é a presença de novos produtos chegando ao mercado e usando diferentes canais de venda, como fornecedores de máquinas e distribuidores.
Então geralmente "funcionando bem", mas apenas para algumas máquinas especiais e / ou configurações, sem suporte e sem possibilidades de atualização.
Com a recessão da indústria de ferramental e a necessidade real de encontrar novos mercados e soluções mostram a indústria de ferramental como a meta natural para o crescimento das vendas e a manutenção da participação de mercado.
Outro aspecto importante desta questão é a crescente necessidade de soluções completas, equilibradas, padronizadas e globais.
Uma vez dentro deste mercado, nos encontramos com a grande questão do eletroerosão a fio CNC. É claramente uma atividade muito importante para a produção de estampos.
Há alguns aspectos que precisamos esclarecer sobre isso: À primeira vista, pode-se imaginar que o processo de eletroerosão a fio CNC é um processo de produção simples.
Com facilidade de transferir o programa de uma máquina para outra (como para fresamento, simplesmente escolhendo um pós-processador diferente), definição rápida ... E estaremos realmente longe da situação real.
Contudo, ser fácil de trabalhar e automatizado deve ser um dos requisitos, mas a capacidade de transferir exige um conhecimento profundo da tecnologia de corte, da máquina e do controle da CNC.
Infelizmente, ou felizmente para as pessoas que conhecem o caminho, não é suficiente escolher outro pós-processador para obter o mesmo resultado da eletroerosão a fio em uma máquina diferente. Exceto por alguns casos muito simples.
Outra premissa é que os cortes, tanto para o ferramental de precisão quanto para a indústria automotiva, podem exigir uma série de mudanças até obter a peça final válida.
Envolvendo processos de corte completos de 2 e 4 eixos, com todas as suas diferentes variações e usando geometria 3D.
Deixando de lado outros aspectos do serviço técnico, também descobrimos que é desejável que os processos de corte possam ser definidos no final do estágio de projeto.
Independentemente de qual possa ser a geometria final. É melhor evitar as dependências do chão de fábrica e as personalizações desnecessárias para desejos pessoais.
Como discutimos anteriormente, é comum encontrar um sistema CAM com alguma funcionalidade CAD vinculada à máquina de eletroerosão a fio EDM CNC. Porque ambos foram comprados juntos sem a opção de escolha.
No entanto, estes sistemas não oferecem a possibilidade de novas ferramentas de programação para máquinas diferentes ou novas e diferentes formas de trabalho.
Três máquinas diferentes significam três softwares diferentes e três maneiras diferentes de trabalhar. Esta não é realmente uma situação confortável.
Assim, solução FIKUS é uma das poucas soluções CAM para eletroerosão a fio. Fornecendo a abordagem correta com todas as máquinas CNC e tecnologias que podem ser encontradas neste campo complexo.
A parceria com o software CAD/CAM CIMATRON, a integração com as máquinas AgieCharmilles (diretamente dentro do CNC), assistentes de parâmetros Sodick / Fanuc / Mitsubishi / Agie Charmilles e a projeção internacional não são coincidência.
O manuseio da geometria de corte, as atualizações geométricas e a rápida análise geométrica CAD (muitas vezes, se torna muito difícil ou impossível dependendo do sistema), automação de procedimentos de corte e assistência tecnológica são simplesmente únicos.
Depois de obter as geometrias de corte, e é justo reconhecer aqui a espetacular e efetiva aplicação CIMATRON DIE para a criação de estampos progressivos.
O FIKUS, não menos espetacular, é capaz de gerar automaticamente a sequência de procedimentos de corte para as peças serem cortadas tendo em conta a tecnologia diferente de cada máquina.
Portanto, os procedimentos de corte personalizados pelo usuário podem ser agrupados em modelos para uso posterior em um trabalho semelhante.
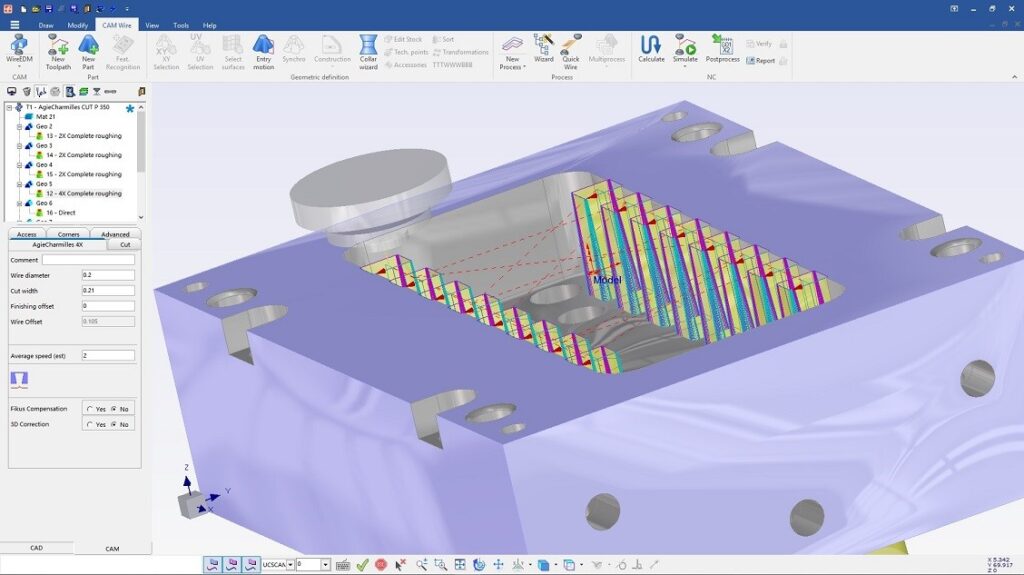
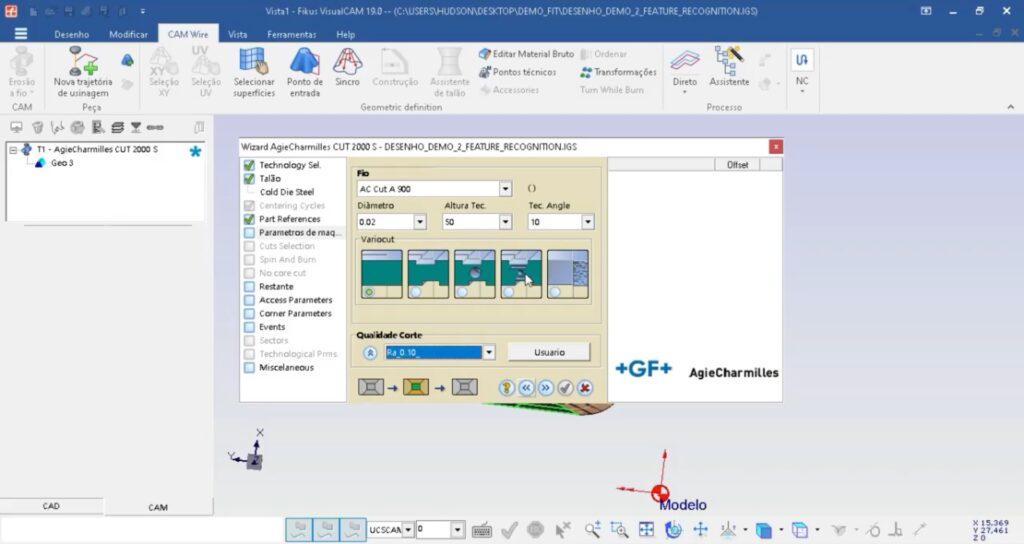
O FIKUS permite que o usuário escolha a tecnologia para a máquina de erosão específica. Uma vez carregada a geometria, seja diretamente no Fikus CAD ou no CIMATRON ™.
Então, o sistema Fikus reconhecerá automaticamente os pontos de entrada (o centro do círculo é o caminho comum), a geometria de corte (elementos simples ou agrupados).
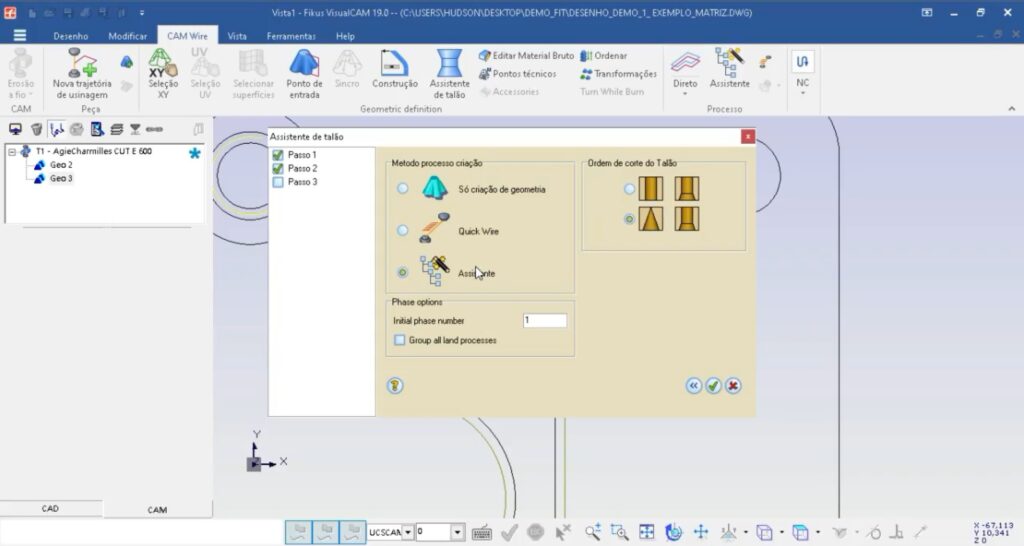
No fim, o Fikus Technology Wizard aplicará a seqüência de procedimentos de corte, de acordo com os parâmetros tecnológicos selecionados (tipos de material e fio, qualidade a ser atingida, altura da peça e outros).
O Fikus Technology Wizard faz tudo automaticamente: Obtém os dados da geometria, lê as informações inseridas pelo usuário e compara tudo com o banco de dados fornecido pelo fabricante da máquina para gerar a sequência de corte correta.
Devemos também enfatizar aqui que o uso do Technology Wizard (assistente de parâmetros de corte) no FIKUS garante que o programa da máquina gerado está correto.
Concluindo, evita erros humanos, tão comuns ao usar as tabelas da máquina de eletroerosão a fio CNC, de forma manual. E não menos importante, todo o trabalho é feito em apenas alguns segundos.
A Spartan Aerospace fabrica algumas das coisas mais difíceis. Inconel 718, Waspalloy, Rene 41, são apenas algumas das superligas de alta temperatura que são muito utilizados nas mais diversas aplicações. Algum tempo no início de 2011, o gerente de engenharia Lionel Andújar ficou cansado de ver seu antigo sistema de CAM indicar ferramentas caras e robustas em locais que não são necessários. Ele convocou a VMH International, a mesma empresa que forneceu a Spartan seu sistema PLM Siemens NX-8.5.
Algumas semanas depois, o fabricante da indústria aeroespacial observou como os tempos de ciclo caíram e a vida útil das ferramentas aumentou. VMH configurou-os com VoluMill, um gerador de trajetória de desbaste de alto desempenho patenteado da Celeritive Technologies, Cave Creek, Arizona. "Nós temos um componente de titânio de uma aeronave que demandava duas horas a mais para usinagem anteriormente "Andújar disse. "Nós substituímos isso para VoluMill e o tempo de ciclo foi para 38 minutos”
Como o algorítimo de desbaste da VoluMill se encaixa na maioria dos pacotes CAM, incluindo integração no sistema siemens NX 8.5 da Spartan, a implementação foi bastante simples. "Nossa equipe interna de TI fez a instalação. Que foi basicamente seguir as etapas, clicando em próximo, próximo e assim finalizar a instalação. Depois disso, os programadores o pegaram em cerca de três minutos. "Isso é de acordo com Steve Daniels, engenheiro da Spartan Aerospace. "A ajuda on-line, juntamente com o site deles, foi suficiente para nos ajudar. Digite alguns parâmetros, como diâmetro e material da ferramenta, e o VoluMill descobre o resto. Não foi difícil aprender. "
A facilidade de uso é excelente, mas a remoção rápida e previsível de metal é o que realmente interessa no quesito usinagem. Os içadores pesados no departamento de usinagem da Spartan são um par de centros de usinagem vertical YAMA SEIKI BMV1200. Daniels apontou para um suporte feito da Hastelloy. Antes do VoluMill, os tempos de ciclo eram longos e a vida das ferramentas imprevisível na melhor das hipóteses. "Temos que desbastar quatro cavidades da peça, deixando em forma de cruz medindo cerca de 1 "x 2" no meio. Nós costumávamos usar um avanço de 16 ipm e avançando as fresas de topo como loucos. O tempo de ciclo (sem contar paradas para mudar as ferramentas quebradas) foi de cerca de 27 minutos. Agora nós executamos 40 ipm com menos passes e conseguimos usinar a peça em 6 minutos ".
Reduzir o número de passes é fundamental para melhorar a vida das ferramentas, especialmente em materiais difíceis. Onde Spartan uma vez executou 3/4 "de profundidade de corte em um material de titânio, agora ele consegue usinar quatro vezes está profundidade. O resultado é até três horas de desbaste em uma única fresa de topo. "Eu acho que isso é fenomenal", disse Daniels. "VoluMill realmente brilha sempre".
Eles usaram um sistema concorrente por vários anos antes da implementação do VoluMill e NX-8.5. Desde então, delegaram esse software antigo à programação de máquinas a laser. Daniels disse que, além das óbvias melhorias de processo observadas com o VoluMill, também gera programação muito mais rápido do que seu sistema antigo.
"Além do tempo que economizamos no processo, nosso tempo de programação caiu cerca de 40%. Não há ajustes em tudo. Eu sou responsável pelos programas pós-processados, então eu olho de perto para as coisas. Posso dizer-lhe que os programas estão prontos, se você está trabalhando em alumínio ou Inconel.
Daniels citou outra história de sucesso. Quando um dos seus clientes de aeronaves OEM solicitou um pedido imediato de uma porta de aço inoxidável, Spartan retirou todas as paradas para obter peças rapidamente. Ele sabia que a matéria prima para este trabalho tinha um grande tempo de fabricação, então eles pediram um material de tamanho excessivo. E uma vez que as máquinas pesadas tinham um atraso, eles executaram as peças no Fanuc RoboDrill, uma máquina de cone 30 projetada para corte rápido e leve.
Usando uma fresa de topo de 1/2 "que funcionava a 6000 rpm e 132 ips, o Spartan desbastou e finalizou o perfil redondo de 1-1 / 4" até o tamanho de uma caneta em apenas 23 minutos. Antes de VoluMill, disse Daniels, o mesmo trabalho demorava horas. "Essa máquina estava realmente voando. Alguns dos rapazes da fabrica estavam realmente ficando um pouco nervosos com a rapidez com que estávamos cortando. "Ainda melhor, as ferramentas foram tão eficientes que a Spartan viu suas ferramentas durar 3x mais do que nos processos anteriores anteriores, e em uma máquina mais leve.
Seu cliente estava emocionado. "Estávamos sob tanta pressão para entregar essas peças que ignoramos o processo de engenharia normal", acrescentou Andújar. "Steve apenas programou, levou o material para fábrica e ele mesmo rodou o programa. Nós realmente entregamos o pedido cedo. Por causa da VoluMill, fomos capazes de ajudar o nosso cliente a sair do sufoco, e sair bem no trabalho além disso. "
Naquele tempo, Andújar disse que viram os tempos de usinagem caírem em média 50% e, em alguns casos, muito mais. A vida útil da ferramenta melhorou substancialmente e a programação é basicamente plug and play. Melhor ainda, melhoraram a capacidade de fresamento e tirou pelo menos um cliente do problema abrindo a porta para o trabalho adicional. Então, se você está cansado de fresas quebradas e longos tempos de ciclo, use Celeritive. Talvez eles possam fazer suas máquinas voarem, como a de Spartan's.


