Você já segurou um produto de plástico e sentiu imediatamente que ele era “barato”? Talvez fosse escorregadio demais, tivesse marcas estranhas ou simplesmente não parecesse certo na mão. Agora, pense na última vez que você pegou um iPhone ou uma ferramenta elétrica de alta qualidade. A diferença não está apenas na engenharia interna; está na pele do produto.
No mundo competitivo da manufatura, o acabamento superficial não é apenas um detalhe estético — é uma ferramenta de vendas. É a fronteira tátil entre o seu cliente e a sua marca.
Este é o seu guia mestre. Vamos mergulhar fundo nos padrões da indústria (SPI e VDI), desvendar como o acabamento impacta seus custos e revelar os segredos de Design for Manufacturing (DFM) que separam os amadores dos profissionais.
Muitos engenheiros e designers tratam o acabamento como uma reflexão tardia. “Vamos apenas polir e pronto.” Esse é um erro custoso. O acabamento correto serve a três propósitos vitais:
Para falar a língua dos moldadores profissionais, você precisa dominar dois acrônimos: SPI e VDI.
O sistema SPI é o padrão ouro para definir o polimento. Ele é dividido em quatro categorias principais, indo do brilho extremo à textura rugosa.

Enquanto o SPI foca no método de polimento, o padrão alemão VDI (Verein Deutscher Ingenieure) foca na rugosidade criada principalmente por EDM (Eletroerosão).
O VDI é uma escala numérica. Quanto maior o número, mais rugosa a textura.
Por que escolher VDI? Ele é extremamente replicável. Se você pedir VDI 24 na China, no Brasil ou na Alemanha, a rugosidade será matematicamente a mesma.
Aqui está a verdade que os fornecedores nem sempre contam: O brilho custa caro.
Um acabamento SPI A-1 requer que o ferramenteiro polia manualmente a cavidade do molde com pastas de diamante microscópicas. Um único arranhão significa recomeçar. Além disso, o aço do molde precisa ser de qualidade superior para sustentar esse polimento.
Por outro lado, uma textura VDI ou SPI C/D pode ser aplicada rapidamente via jateamento ou erosão, e muitas vezes “perdoa” o uso de aços de molde mais macios e baratos (como P20).
Estratégia de Lucro: Se a peça vai ficar dentro de uma máquina ou não será vista pelo usuário final, nunca especifique um acabamento classe A ou B. Fique com o “as-machined” (como usinado) ou um jateamento leve (SPI C-3) para economizar milhares de reais em ferramental.

Se você levar apenas uma coisa deste artigo, que seja isto: Textura exige Ângulo de Saída (Draft Angle).
Imagine tentar tirar um bolo de uma forma. Se as paredes da forma forem retas e rugosas, o bolo vai grudar e quebrar. O mesmo acontece com o plástico. A textura cria micro-undercuts (reentrâncias) que travam a peça no molde.
Se você não projetar o ângulo de inclinação correto, sua peça sairá com “arranhões de arraste” (drag marks), arruinando aquele acabamento profissional que você desejava.
A Regra de Ouro do DFM para Texturas:
Peças moldadas por injeção sofrem com a física. Onde há nervuras internas, muitas vezes aparecem “chupagens” (sink marks) no lado externo. Onde o plástico flui por caminhos longos, aparecem linhas de fluxo.
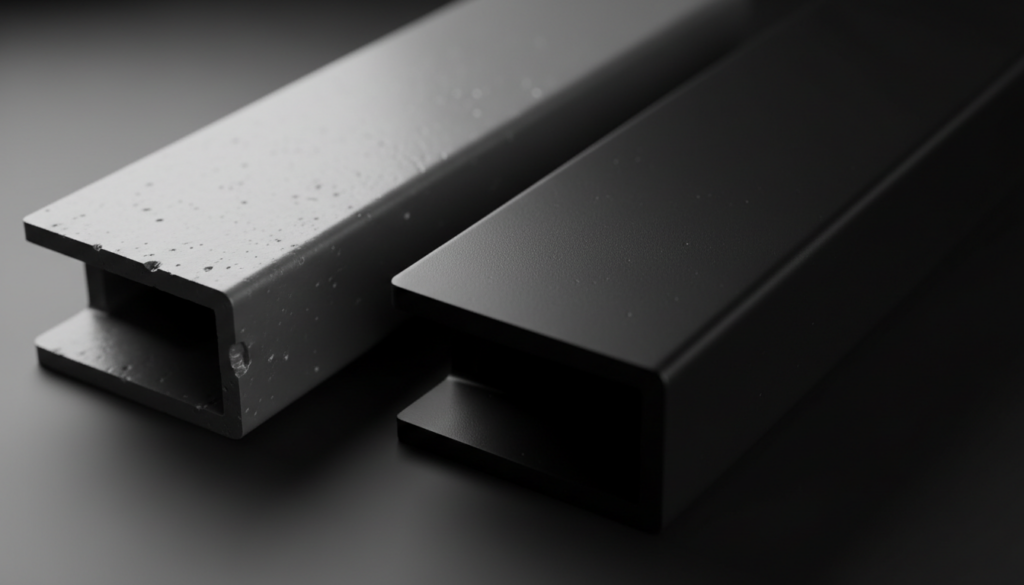
Um acabamento SPI A-1 (Espelhado) age como uma lupa para esses defeitos. Cada pequena imperfeição será gritante.
Um acabamento Texturizado (VDI 24+) difunde a luz. Ele quebra o reflexo, tornando marcas de afundamento e linhas de fluxo praticamente invisíveis ao olho destreinado. Se o design da sua peça tem geometria interna complexa, uma textura fosca não é apenas estética — é uma estratégia de engenharia para reduzir a taxa de refugo.
O acabamento superficial não é apenas sobre “ficar bonito”. É sobre alinhar a função, o custo e a percepção do cliente.
Ao dominar essas especificações, você deixa de ser apenas alguém que pede peças plásticas e se torna um criador de produtos de nível profissional. E lembre-se: no mercado atual, a sensação tátil é muitas vezes o fechamento da venda.