Nenhum produto no carrinho.

Uma das considerações mais importantes ao escolher uma fresa de topo é determinar qual número de canais é melhor para o trabalho em questão.
Tanto o material quanto a aplicação desempenham um papel importante nesta parte crítica do processo de seleção de ferramentas.
Compreender os efeitos da quantidade de canais nas propriedades da ferramenta e como uma ferramenta se comportará em diferentes situações é uma consideração essencial no processo de seleção de ferramentas.
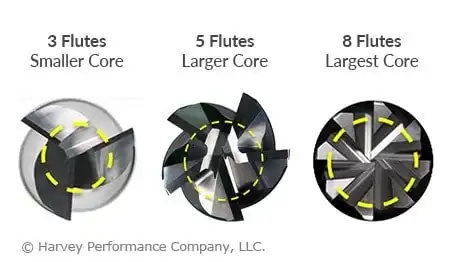
Geralmente, ferramentas com mais facas têm um núcleo maior e sulcos menores do que ferramentas com menos facas.
Mais facas com um núcleo maior podem fornecer benefícios e restrições, dependendo da aplicação.
Simplificando, um núcleo maior é diretamente proporcional à resistência da ferramenta; quanto maior o núcleo, mais forte será a ferramenta.
Por sua vez, um núcleo maior também reduz a profundidade do canal de uma ferramenta, restringindo a quantidade de espaço para a existência de cavacos.
Isso pode causar problemas com o empacotamento de cavacos em aplicações que requerem a remoção de materiais pesados.
No entanto, essas considerações nos conduzem apenas parcialmente ao tomar uma decisão sobre qual ferramenta usar e quando.
Tradicionalmente, as fresas de topo vinham com a opção de 2 ou 4 facas de corte.
A regra geral amplamente aceita era usar 2 canais para usinar e 4 canais para usinar aço e ligas mais duras.
Como as ligas de alumínio e não ferrosas são normalmente muito mais macias que os aços, a resistência de uma ferramenta é menos preocupante, uma ferramenta pode ter avanços mais rápidos e maiores taxas de remoção de material (MRR), facilitadas pelos grandes vales de canal das ferramentas de 2 canais.
Os materiais ferrosos são normalmente muito mais duros e requerem a resistência de um núcleo maior. As taxas de avanços são mais lentas, resultando em cavacos menores e permitindo os vales de canal menores de uma ferramenta de núcleo maior. Isso também permite que mais canais caibam na ferramenta, o que, por sua vez, aumenta a produtividade.

Recentemente, com máquinas e caminhos de ferramenta mais avançados, as ferramentas de maior número de canais se tornaram a norma na fabricação.
O ferramental para não ferrosos tornou-se amplamente centrado em ferramentas de 3 canais, permitindo maior produtividade ao mesmo tempo em que permite a evacuação adequada dos cavacos.
O ferramental para ferrosos deu um passo adiante e progrediu não apenas para 5 e 6 canais, mas até 7 canais e mais em alguns casos. Com uma faixa mais ampla de dureza, às vezes no topo da escala de dureza Rockwell, muitos mais canais permitiram uma vida útil mais longa da ferramenta, menos desgaste da ferramenta, ferramentas mais fortes e menos deflexão.
Tudo isso resulta em ferramentas mais especializadas para materiais mais específicos. O resultado final é maior MRR e maior produtividade.
Assim como as considerações de material terão um impacto na ferramenta escolhida, o tipo de operação e os requisitos de profundidade de corte também podem ter um grande impacto no número ideal de canais para sua aplicação.
Em aplicações de desbaste, quantidades mais baixas de canal podem ser desejáveis para evacuar grandes quantidades de cavacos mais rápido com vales de canal maiores.
Dito isso, há um equilíbrio a ser encontrado, pois os caminhos da ferramenta modernos, como o fresamento de alta eficiência (HEM), podem atingir um MRR extremo com um passo muito pequeno e um número maior de canais.
Em um sentido mais tradicional, quantidades mais altas de canais são ótimas para operações de acabamento em que pequenas quantidades de material estão sendo removidas e um acabamento melhor pode ser obtido com mais canais, sem se preocupar tanto com o escoamento de cavacos.

A quantidade de facas também desempenha um grande papel no cálculo de velocidades e avanços. Uma regra comum é “mais facas, mais avanço”, mas isso pode ser um equívoco muito prejudicial. Embora seja verdade em alguns casos, este não é um princípio infinitamente escalável. Como afirmado anteriormente, aumentar o número de canais em uma ferramenta limita o tamanho que os vales de canais podem ter. Enquanto a adição de um 5 th flauta para uma ferramenta 4 flauta teoricamente dá-lhe 25% de remoção de mais material por rotação com uma velocidade de avanço apropriadamente aumentada, avançando a ferramenta que muito mais rápido pode sobrecarregar a ferramenta. O aumento de 25% na remoção de material está mais próximo de 10-15%, visto que a ferramenta é exatamente a mesma em todas as outras especificações. Ferramentas de maior quantidade de canais podem exigir velocidades e avanços ser recuado tanto em alguns casos, que uma quantidade menor de facas pode ser ainda mais eficiente. Encontrar o equilíbrio certo é fundamental nas práticas modernas de fresamento.
Fonte: https://www.harveyperformance.com/in-the-loupe/flute-count-matters
Saiba mais como calcular dados e parâmetros de corte em nosso treinamento: Programação de Centro de Usinagem CNC com o CIMCO EDIT
Volumill é uma plataforma independente, tecnologia de estratégia ultra high-performance que trabalha com qualquer sistema CAM. Disponível em 2,5 eixos, 3 eixos e 5 eixos.
É o mais rápido, melhor custo efetivo método de remoção em massa de material para todas as operações de desbaste.
Quer seja fresamento de dentro para fora, de fora para dentro, de cima para baixo ou de baixo para cima, ou seja desbastar a peça completamente em uma única operação, ou usinar estrategicamente características específicas, o VoluMill é a melhor ferramenta para o trabalho.

VoluMill está disponível integrado (Cimatron, GibbsCAM), plugin (NX Siemens) ou independente (VoluMill Nexion).
Com milhares de clientes satisfeitos em todo o mundo, um histórico comprovado por salvar milhões de dólares a cada ano para as empresas e parcerias ativas com muitas das principais tecnologias CAM da indústria, VoluMill tornou-se a escolha preferida para grande remoção no desbaste de alta velocidade.
A Celeritive Technologies, desenvolvedora do VoluMill, é um dos principais inovadores em tecnologia CAD / CAM do mundo, especializada em soluções de caminhos de ferramentas de desempenho ultra-alto para a indústria de transformação. A filosofia orientadora da Celeritive é desenvolver e fornecer soluções econômicas e simples de implementar para a geração de caminhos de ferramentas que permitem que máquinas-ferramentas CNC e ferramentas de corte operem com desempenho máximo. Com tempos de ciclo drasticamente reduzidos, as operações de fabricação se tornam mais rentáveis, flexíveis, competitivas e maximizam o retorno de seus investimentos de capital.
Um caminho de ferramenta baseado em ciência combinado com uma engenharia realmente inteligente
O VoluMill melhora a maneira como as ferramentas cortam o material, usando movimento tangente contínuo de alta velocidade em vez de movimentos bruscos e interrompidos.
As aplicações de campo provam que a VoluMill pode dobrar a produção da máquina com segurança, estender a vida útil da ferramenta e criar uma empresa de manufatura competitiva muito mais produtiva no mercado global.
O VoluMill permite que os programadores usem os estilos de corte mais apropriados e os avanços e velocidades ideais. Isso é possível porque o VoluMill produz caminhos da ferramenta que não contêm mudanças abruptas na direção ou no volume de material encontrado; a carga nas ferramentas de corte e no fuso nunca excede os limites programados pelo usuário. Conseqüentemente, as máquinas funcionam suavemente e as ferramentas funcionam de maneira mais fria, mesmo em velocidades e avanços muito mais elevados, estendendo a vida útil da ferramenta e da máquina.
O VoluMill funciona em qualquer formato, aberto ou fechado, com qualquer número de recursos e se integra a qualquer sistema CAM. Ele planeja o caminho da ferramenta com base nas habilidades projetadas na máquina e nas ferramentas de corte.
Tirando proveito dos recursos do hardware de usinagem moderno e evitando mudanças direcionais bruscas, ele gera caminhos da ferramenta que garantem que as máquinas e ferramentas de corte sejam usadas com eficiência máxima, dadas as condições existentes.
VoluMill é ideal para qualquer peça de 2 ou 3 eixos. Ele corta facilmente cavidades, degraus, ranhuras, canais e outras formas, e pode lidar com um número ilimitado de materiais e limites de peças e ilhas. Pode ser usado com qualquer tipo e material de corte, incluindo os metais mais duros.
Interessante né? Se faz sentido para você, converse conosco que vamos te ajudar a aplicar a usinagem dinâmica em seu processo de usinagem CNC.
No setor de usinagem, seja de ferramental como de peças, sabemos que antes de começar a produzir de fato, é preciso testar para averiguar todas as falhas e necessidades de mudanças. Mas será que na sua empresa, você consegue otimizar seu processo de tryout?
Muitas das vezes, esse processo de tryout requer o uso de um tempo que não se pode desperdiçar. Com isso, nossa produção deixa de estar otimizada e atrapalha a diminuição do custo e aumento da competitividade. Pensando nisso, fiz esse post para que você possa analisar x dicas de como otimizar seu processo de tryout e concluir se faz sentido para você.
Com isso, espero poder ajudar você a lucrar ainda mais na sua empresa.
Utilizar a máquina de usinagem correta é um fator que parece obvio, mas que faz toda a diferença. Você deve analisar qual a necessidade e complexidade da usinagem.
Por exemplo, se você irá usinar um molde de injeção de complexidade mediana, necessitará de um grande desbaste e uma máquina capaz de fazer esse serviço. Sendo assim, o mais indicado é utilizar um centro de usinagem 3 eixos ou 5 eixos? Qual que por sua vez, dará conta de desbastar o material em grandes quantidades e lhe dará um bom acabamento final.
Você precisa analisar esse fator para não gastar horas a mais de usinagem em uma máquina muito simples, como também não utilizar uma máquina muito complexa com um custo maior a toa.
Para lhe ajudar ainda mais, leia esse post sobre máquinas CNC onde falo sobre dicas de qual máquina CNC escolher.

Utilizar um software CAD/CAM dedicado ao seu negócio faz com que você consiga eliminar erros e atrasos antes que eles aconteçam. Afinal, antecipar falhas economiza dinheiro.
Se você possui uma ferramentaria, por exemplo, busque por um software em que você possa simular todo o processo em ambiente virtual, desde a usinagem até a injeção do material.
Pois, assim você poderá analisar em ambiente virtual se haverá colisão durante a usinagem ou falhas no acabamento final. Um software que consiga realizar essas simulações lhe economizará muito tempo e dinheiro.
Porque, se você consegue analisar todo o processo previamente, na hora da usinagem ocorrerá tudo de acordo com o planejado, sem erros e sem surpresas desagradáveis
E assim, conseguirá otimizar seu processo de tryout ainda mais.
Quanto mais tempo eu gasto pensando, menos tempo gasto executando, certo? Errado. Você pode gastar pouco tempo pensando e muito menos tempo executando.
Afinal, tempo é dinheiro, e gastar tempo é desperdiçar dinheiro. Você deve investir em uma tecnologia de trajetória inteligente.
Mas que raios é isso? Essa tecnologia se trata de uma tecnologia que analisa os melhores caminhos de ferramenta automaticamente.
Ou seja, seus programadores não precisarão gastar horas pensando em qual o melhor caminho a ser feito na usinagem. É uma tecnologia capaz de por si só e definir as melhores estratégias.
Ao aplicar esse método em seu processo, você terá uma tecnologia que calcula automaticamente o ângulo de corte ideal e a ordem dos cortes para gerar o menor tempo de ciclo.
Ou seja, você terá em mãos uma solução que, além de economizar seu tempo de projeto, economizará seu tempo de usinagem. E assim, fará com que você deixe de desperdiçar dinheiro.

Analisando a sua empresa e seu processo de tryout, sempre há o que melhorar. Afinal, nada está tão bom que não pode melhorar. Correto?
As dicas neste post são apenas alguns aspectos que podem lhe ajudar a melhorar, mas cada empresa é individual e só você e seu time sabem a fundo o seu processo.
Então reúna-se com o seu time de engenheiros e programadores e defina TODOS os pontos que levam o seu processo de tryout a ser muito extenso.
Gostou do post? Então clique aqui e curta nossa página no Facebook para não perder nenhum conteúdo.
Os parâmetros de usinagem do eletrodo encontrado nos procedimentos NC de acabamento pode agora ser definido como Automático.
Assim, no modo automático, os valores para a Orbital 2D e Spark Gap + Orbital 3D são obtidos diretamente da entrada de dados no projeto do eletrodo na tela de configuração do Eletrodo EDM.
Em suma, para que esta comunicação funcione, você deve exportar o eletrodo para NC e indicar na tela de definição da trajetória que o estágio do eletrodo (por exemplo, Desbaste, Acabamento) está sendo usinado.

As opções de High Speed Machining HSM da CIMATRON podem otimizar qualquer procedimento para usinagem de alta velocidade.
A otimização do HSM da permite alcançar e manter velocidades de rotação e taxas de avanço muito altas.
E com isso, produz um caminho da ferramenta que seja suave e arredondado, independentemente da geometria (topologia) da peça.
As trajetórias da ferramenta HSM otimizadas permitem um desbaste extremamente eficiente e oferece um acabamento superficial superior em velocidades rápidas, ao mesmo tempo em que prolongam a vida útil da ferramenta e a vida útil da máquina CNC.
Foco em três fatores. O primeiro é controlar a carga de cavacos de acordo com a condição em constante mudança do material. O segundo é arredondar todos os movimentos bruscos e pequenos movimentos [para não forçar a máquina a mudanças de direção desnecessariamente abruptas]. E o terceiro é gerenciar regiões abertas e semiabertas de forma a minimizar a necessidade de saída e reentrada do material.
A chave para controlar a carga de cavacos é a capacidade do sistema de analisar constantemente o perfil do contato da fresa com o material. Para utilizar plenamente as máquinas e ferramentas, deve-se garantir que a velocidade e o avanço se ajustem ao volume de material a ser removido e à inclinação da superfície. O ponto de contato entre a ferramenta e o material varia de acordo com a inclinação, bem como o raio efetivo da ferramenta.
Para aplicar estratégias de usinagem de forma mais ampla e automática, o sistema deve ser capaz de trabalhar com o que a Cimatron chama de "áreas equi-tecnológicas". Isso significa que o sistema deve ter a capacidade de identificar automaticamente áreas de um macho ou cavidade que sejam semelhantes o suficiente para garantir uma estratégia de usinagem específica e permitir que os usuários definam essa estratégia como quiserem. Uma vez feito isso, surgem todos os tipos de possibilidades para automatizar ainda mais a programação.


Alcance uma qualidade de superfície superior com HSM. Escolha entre um rico conjunto de estratégias de usinagem otimizadas de 3 a 5 eixos, para qualquer modelo, incluindo:
Adapte automaticamente as estratégias de usinagem, para que desse modo, seja possível obter uma alta qualidade de superfície e sem necessidade de polimento, usando a análise integrada de inclinações locais.
O HSM bem-sucedido depende de uma cadeia de elementos-chave que inclui uma máquina-ferramenta, uma estratégia de usinagem eficaz, porta-ferramentas adequada e uma ferramenta de corte.

Conheça mais:
[E-Book] Usinagem de Alta Performance HPM e Alta Velocidade HSM
Gerenciamento do Ciclo de Vida de Ferramentas
O Programa de Tecnologia de Manufatura da Força Aérea está fornecendo para o Departamento de Defesa, AF, e intenção estratégica da indústria para a sustentabilidade por amadurecimento sustentável das práticas de fabricação. Com isso, aumenta-se a capacidade de produção necessária para fabricar sistemas de armas. Com reduzido consumo de recursos utilizando processos ambientalmente sustentáveis preservando os requisitos de desempenho.
AF MT está estudando métodos para acelerar a adoção de uma filosofia de fabricação sustentável dentro da indústria aeroespacial de defesa. Para portanto, garantir que está na vanguarda da abordagem social, conservação de recursos e administração do meio ambiente. Como primeiro passo, o AF MT irá:
A AF MT está inicialmente focada em fabricação sustentável para usinagem peças de componente metálico para estruturas e motores aeroespaciais.
 Como parte de um projeto inicial de ferramentas de usinagem, o AF trabalhou com o Centro Nacional de Defesa Fabricação e Usinagem (NCDMM) e GKN Aerospace of St. Louis, MO.
Como parte de um projeto inicial de ferramentas de usinagem, o AF trabalhou com o Centro Nacional de Defesa Fabricação e Usinagem (NCDMM) e GKN Aerospace of St. Louis, MO.
Para isso ocorrer, foi realizada uma avaliação de projetos de células de usinagem sustentável em dezembro de 2010 que se concentrou em minimizar e otimizar as entradas e saídas. Necessários para transformar o material do departamento de defesa aeroespacial utilizados na fabricação de aviões de caça, transportes e helicópteros.
Assim, a avaliação emitiu um roteiro para soluções de tecnologia para reduzir o consumo de energia operacional e produtos de resíduos em vários níveis dentro da empresa de fabricação da GKN. Especificamente, o projeto:
Iniciando em dezembro de 2010 a março de 2011, as tecnologias sustentáveis foram implementadas com consideração de retorno sobre o investimento (ROI) e os recursos disponíveis. Os primeiros sucessos incluem:
Como historicamente, o GKN Aerospace St. Louis usou um fluido de corte semi-sintético com sucesso limitado. O fluido de corte exigiu ajustes regulares para manter a acidez adequada e monitoramento contínuo para o crescimento bacteriano.
Além disso, o refrigerante semi-sintético emulsionou os óleos da máquina CNC e não foi projetado para ser um produto reciclável. Finalmente, contaminantes como o tramp oil, cavacos de usinagem, e sujeira reduzem a eficácia do fluido de corte e, eventualmente, exigem que o fluido seja substituído. A avaliação indicou que esta era uma área que poderia ser tornada mais sustentável.
Assim, como parte desse esforço, a GKN avaliou seis fluidos de corte alternativos para usinagem do alumínio e ligas de titânio. Portanto, a avaliação considerou o custo por galão, a capacidade de remover resíduos de componentes usinados, requisitos de manutenção de fluidos de corte, custos de disposição. E também, o desempenho da ferramenta de corte, estabilidade do cárter, manutenção da máquina CNC, gerenciamento de fluidos e a capacidade de reciclagem do produto.

Portanto, com base nos dados de teste coletados, o GKN selecionou TRIM MicroSol Fluido de trabalho 585XT da Master Chemical Corporation (MCC). O novo fluido também permitiu a GKN para implementar um sistema de centrífugas de reciclagem também fornecido pela MCC.
Assim, transição para um novo fluido de corte foi perfeita sem impacto negativo nas operações de usinagem. Estando o processo de reciclagem em vigor há três meses e a GKN percebeu as seguintes economias:
Como resultado, a GKN St. Louis está projetando um orçamento mensal de US$ 6.000 através da implementação do corte do processo de reciclagem de fluidos.
O processo de avaliação indicou que o aumento da produtividade e da vida da ferramenta resultaria em poupanças substanciais em custos de energia e ferramentas. Anteriormente, a GKN utilizava uma ferramenta de corte RPF Kennametal para a maioria das operações de revestimento de titânio na célula de usinagem investigada neste projeto.
Além disso, no ano passado, a Kennametal lançou a BBT, uma nova tecnologia de ferramentas de corte. Que cria o potencial de aumento da produtividade e a melhoria da vida útil das ferramentas. Nesta toada, a BBT utiliza a tecnologia de refrigeração para direcionar fluidos de corte através do inserto e de forma mais eficaz a entrega de fluidos para a interface entre a inserto e o cavaco.
Uma linha de trabalho usando a ferramenta de corte RPF e parâmetros de usinagem aceitos pela GKN foi estabelecida e o teste de vida do inserto foi realizado no NCDMM Advanced Manufacturing Laboratory em Latrobe, PA.
Conseguinte, NCDMM realizou um teste de vida do cortador BBT utilizando parâmetros de corte idênticos. E descobriu que a ferramenta BBT aumentou a vida útil da ferramenta em mais de 33% por corte. Além disso, a inserto de corte BBT é um inserto redondo com seis arestas de corte efetivas em comparação com as duas arestas de corte eficazes de uma inserto RPF oval.
Desta maneira, fornece três vezes o número de arestas e três vezes a vida da ferramenta. A melhoria total com a vida útil alargada da ferramenta por vantagem e o aumento do número de bordas efetivas resultou em mais de 300% de aumento da vida útil da ferramenta.
O NCDMM e o GKN investigaram uma variedade de pacotes de software para maximizar as eficiências da máquina e melhorar a taxa de remoção de liga de titânio.
Como parte da investigação, a equipe obteve um teste gratuito de um mês do software Volumill Universal para avaliar as capacidades do software e conduzir ensaios de usinagem usando a célula de usinagem sustentável.
 Volumill é uma tecnologia de otimização de caminho de ferramenta de alto desempenho que melhora o caminho da ferramenta usando alta velocidade continua e tangencial em vez de movimentos bruscos e interrompidos.
Volumill é uma tecnologia de otimização de caminho de ferramenta de alto desempenho que melhora o caminho da ferramenta usando alta velocidade continua e tangencial em vez de movimentos bruscos e interrompidos.
Alguns dos benefícios também incluem a maximização do tempo que uma ferramenta de corte está em contato com uma peça de trabalho. Bem como, estabilizando as condições de corte, aumento das taxas de remoção de metal, diminuição dos picos e vales, redução do consumo de energia, e maior vida útil da ferramenta.
Os testes iniciais mostraram um aumento de 205% nas taxas de remoção de metal para as operações de cavidade em um componente de teste padrão do GKN.
Consequentemente, uma revisão da carga da máquina CNC indicou uma redução do consumo de energia unitário, bem como o consumo geral de energia durante a operação de usinagem. Finalmente, o avanço da máquina CNC permitiu que os recursos adicionais utilizassem menos ferramentas de usinagem.
No entanto, é necessária uma análise mais completa para quantificar completamente os benefícios deste software e ensaios adicionais estão planejados para a próxima fase do projeto.
Em conclusão, ao combinar isso com outras tecnologias avançadas, utilização completa da aresta de corte, a equipe acredita que pode dobrar a produção da máquina com segurança. Assim, outros benefícios são os de prolongar a vida da ferramenta, reduzir o consumo de energia e o tempo de inatividade da máquina CNC. Criando portanto, uma produção muito mais produtiva e a alta competitividade da empresa no mercado mundial.
Para obter informações adicionais sobre esta tecnologia de usinagem CNC entre em contato com a Informação Técnica e Centro de Suporte, Divisão de Tecnologia de Manufatura, Direção de Materiais e Manufatura, laboratório de pesquisas das Forças Aéreas.
Informações sobre a AFRL / RX visitem a página inicial em www.wpafb.af.mil/arfl/rx/
As ferramentas da VoluMill reduzem dramaticamente os tempos de ciclo e aumentam significativamente a vida útil das ferramentas de corte.
Performance Tool and Die (PTD), um dos principais fornecedores de ferramental para as indústrias automotiva, agrícola e recreativa, estava procurando formas de diminuir esforços no material durante o corte, aumentar a vida útil das ferramentas e reduzir o tempo do ciclo - objetivos aparentemente contraditórios.
As ofertas da PTD incluem matrizes / estampos, formar e progressiva; ferramental de freio; ferramentas de dobra do tubo; soldagem e fixação de máquina.

"Porque estamos em uma configuração de ferramentaria, cada bloco que fazemos é diferente do último", disse Jake Kopveiler, programador CNC da PTD. "Não somos capazes de fazer ajustes específicos de blocos, então a maioria dos componentes é mantida em um torno. Com um centro de usinagem vertical de cinco eixos, o problema de fixação de blocos torna-se ampliado, uma vez que estamos tentando realizar mais percursos no bloco do que normalmente seria feito em uma máquina de três eixos. Os blocos são muitas vezes deixados para fora da placa ou dispositivo mais do que o normal, o que é uma situação menos que ótima em relação à pressão de corte ".
A necessidade de reduzir a pressão e os tempos de ciclo levou o gerenciamento da PTD a avaliar um produto de software sugerido por seu Revendedor GibbsCAM®.
O VoluMill ™ é um motor de ferramentas de plug-in da Celeritive Technologies que está integrado no GibbsCAM. Esta nova tecnologia de gênero gera trilhos de ferramentas com movimentos suaves e baixa força no fuso e na ferramenta de corte. As ferramentas da VoluMill reduzem dramaticamente os tempos de ciclo e aumentam significativamente a vida útil das ferramentas de corte.
 OKK MCV1060 Fuso CAT50 13.000RPM.
OKK MCV1060 Fuso CAT50 13.000RPM.
"Nosso revendedor nos disse que outros clientes estavam observando enormes ganhos, então decidimos aproveitar a oferta de avaliação gratuita da VoluMill", disse Kopveiler. "Nós ficamos muito céticos com a redução de tempo anunciada e a vida útil prolongada da ferramenta, mas depois de usá-la por um curto período de tempo, achamos que isso é o verdadeiro negócio".
Quase imediatamente, PTD estava em execução em avanços 10 vezes mais rápido do que antes. Em alguns casos, a PTD experimentou economias ainda maiores. A execução de um grande pedestal feito de aço ferramenta A2 usado para levar 22:36 minutos para correr com um fresa insertada de três polegadas. Com o VoluMill, o mesmo processo levou apenas 7:20 minutos com um fresa esférica com diâmetro sólido de meia polegada, proporcionando um aumento de eficiência de 208 por cento. Uma vez que o período experimental terminou, a PTD comprou três licenças VoluMill.
"Os benefícios excederam nossas expectativas", explicou Kopveiler. "Nosso método tradicional de desbastar bolso em uma placa ou bloco seria fazer passes de .100 a .150 de profundidade de corte e corte periférico de diâmetro de corte de 50 por cento. Ao fazer isso, usamos o fundo .100 a .150 de faca repetidamente, fazendo com que elas se usassem enquanto o resto da fresa estava visivelmente intocado.
"Agora, deixamos a fresa inteira percorrer todo o caminho até o bloco para o encaixe de faca completa e, dependendo da fresa, com passe de .020 para .080 periféricos", continuou Kopveiler. "Como o software VoluMill mantém uma quantidade de corte periférica consistente, podemos colocar nossas ferramentas de corte para a capacidade máxima sem ter que se preocupar com cortes mais pesados em cantos afiados no percurso da ferramenta. Isso prolongou significativamente a vida útil das nossas ferramentas de corte ".
Mais importante ainda, a PTD descobriu que a usinagem com trajetórias de ferramenta VoluMill produzia menos pressão de corte na peça do que quando cortava com percursos de ferramentas tradicionais, o que eliminava os problemas de bloqueio que estavam enfrentando. Este benefício afetou significativamente a produção dessas peças, incluindo a quantidade de sucata que eles estavam gerando devido ao bloqueio de problemas de fixação. Embora a PTD não acompanhe os números de sucata, eles estimam que a sucata devido ao bloqueio de remoção da fixação foi reduzida em aproximadamente 25%.
Os movimentos suaves da ferramenta gerados por um percurso de ferramenta VoluMill permitiram que a PTD aumentasse o avanço 10 vezes, enquanto tira cortes periféricos de 80% menores de quatro a oito vezes a profundidade de corte dependendo da fresa que está sendo usado.
| Antigos | Novos | |
| Material | Aço A2 | Aço A2 |
| Refrigeração | Seca com jato de ar | Seca com jato de ar |
| Toolpath | Desbaste / Contorno Padrão | Volumill™ |
| Cutter | 2" Iscar Helido Shellmill / | 1/2" Garr Tool® VRX variable |
| 1/2" Garr Tool® VRX variable | helix carbide coated | |
| helix carbide coberta 4-facas esférica | 4-facas esférical | |
| Dimensões de Corte
| 2" .062" corner rad / 1/2" x 1" | 1/2" x 1" |
| Máquina | OKK MCV1060 | OKK MCV1060 |
| CAT50 13K spindle | CAT50 13K spindle | |
| Suporte Ferramenta | 1/4" arbor holder / ER32 collet holder | ER32 collet holder |
| SFM | 366 / 393 ft./min. | 1,571 ft./min. |
| RPM | 700 / 3,000 | 12,000 |
| CLPT | .0125" / 0.0025" | 0.0041" |
| IPM | 35 / 30 | 200 |
| ADOC | 0.15" / 1" | 1" |
| RDOC | 1.25" / .02" | 0.03" |
| Rampa | N/A | N/A |
"No geral, isso equivale a cerca de 40% de economia de tempo em operações de fresamento. Percebemos um aumento de 208 por cento na produtividade usando caminhos de ferramentas VoluMill em um bloco de furação maior ", disse Kopveiler.
O VoluMill foi projetado para eliminar as poucas condições de usinagem que as ferramentas tradicionais produziram desde o advento das fresadoras com controle numérico. As máquinas CNC apenas executam comandos fornecidos por um calculador de trajetória de ferramenta, que dão instruções precárias e requerem máquinas e ferramentas de corte para operar em condições adversas. O VoluMill, que pode trabalhar com qualquer sistema CAM, gera trajetórias de ferramentas com condições de usinagem ideais, melhorando a utilização da máquina e a produtividade da fábrica.
 OKK MCV1060 CAT50 máquina de fuso 13.000 RPM fresando um componente de aço A2.
OKK MCV1060 CAT50 máquina de fuso 13.000 RPM fresando um componente de aço A2.
Os percursos de ferramenta VoluMill aumentam o retorno do investimento em máquinas-ferramentas, ferramentas de corte e componentes de fixação, aumentando a eficiência da utilização da máquina, a produtividade da loja e a vida útil da ferramenta de corte. Essas economias são particularmente importantes em ambientes econômicos adversos. A VoluMill oferece a abordagem de menor custo para aumentar a produtividade para a fabricação, e geralmente se paga em um único emprego.
"No geral, o VoluMill ™ tem sido uma ferramenta fácil de aprender e usar. Foi um grande sucesso até agora, e pagou por si mesmo. Recomendamos a qualquer pessoa em uma configuração de ferramental ou produção, especialmente quando a remoção eficiente de material em grande quantidade é desejada ".
Jake Kopveiler, programador CNC, Performance Tool e Die
“Com as velocidades e avanços extremos que são utilizados, clientes e outros são muito impressionado com o que estamos fazendo”, Kopveiler concluiu. "Recebemos numerosos elogios no processo, e as promessas iniciais dadas nos materiais VoluMill provaram ser precisas".
Jake Kopveiler, programador CNC da Performance Tool e Die, apresenta uma peça completa cortada por um fresa de esférica de 4 facas revestido com carboneto de hélice variável Garr Tool® VRX e uma estratégia VoluMill ™.
VoluMill™ is a trademark of Celeritive Technologies, Inc.
Indústria: Ferramentaria
Performance Tool and Die
Possui dois endereços Detroit Lakes, Minn. e Lakeville, Minn.
www.ptdmn.com
CAM SYSTEM


