Nenhum produto no carrinho.

Uma das considerações mais importantes ao escolher uma fresa de topo é determinar qual número de canais é melhor para o trabalho em questão.
Tanto o material quanto a aplicação desempenham um papel importante nesta parte crítica do processo de seleção de ferramentas.
Compreender os efeitos da quantidade de canais nas propriedades da ferramenta e como uma ferramenta se comportará em diferentes situações é uma consideração essencial no processo de seleção de ferramentas.
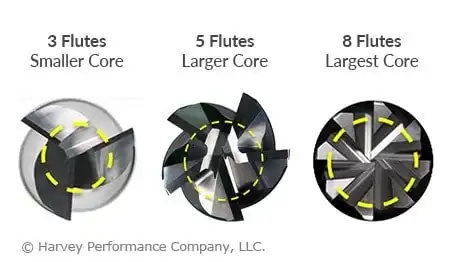
Geralmente, ferramentas com mais facas têm um núcleo maior e sulcos menores do que ferramentas com menos facas.
Mais facas com um núcleo maior podem fornecer benefícios e restrições, dependendo da aplicação.
Simplificando, um núcleo maior é diretamente proporcional à resistência da ferramenta; quanto maior o núcleo, mais forte será a ferramenta.
Por sua vez, um núcleo maior também reduz a profundidade do canal de uma ferramenta, restringindo a quantidade de espaço para a existência de cavacos.
Isso pode causar problemas com o empacotamento de cavacos em aplicações que requerem a remoção de materiais pesados.
No entanto, essas considerações nos conduzem apenas parcialmente ao tomar uma decisão sobre qual ferramenta usar e quando.
Tradicionalmente, as fresas de topo vinham com a opção de 2 ou 4 facas de corte.
A regra geral amplamente aceita era usar 2 canais para usinar e 4 canais para usinar aço e ligas mais duras.
Como as ligas de alumínio e não ferrosas são normalmente muito mais macias que os aços, a resistência de uma ferramenta é menos preocupante, uma ferramenta pode ter avanços mais rápidos e maiores taxas de remoção de material (MRR), facilitadas pelos grandes vales de canal das ferramentas de 2 canais.
Os materiais ferrosos são normalmente muito mais duros e requerem a resistência de um núcleo maior. As taxas de avanços são mais lentas, resultando em cavacos menores e permitindo os vales de canal menores de uma ferramenta de núcleo maior. Isso também permite que mais canais caibam na ferramenta, o que, por sua vez, aumenta a produtividade.

Recentemente, com máquinas e caminhos de ferramenta mais avançados, as ferramentas de maior número de canais se tornaram a norma na fabricação.
O ferramental para não ferrosos tornou-se amplamente centrado em ferramentas de 3 canais, permitindo maior produtividade ao mesmo tempo em que permite a evacuação adequada dos cavacos.
O ferramental para ferrosos deu um passo adiante e progrediu não apenas para 5 e 6 canais, mas até 7 canais e mais em alguns casos. Com uma faixa mais ampla de dureza, às vezes no topo da escala de dureza Rockwell, muitos mais canais permitiram uma vida útil mais longa da ferramenta, menos desgaste da ferramenta, ferramentas mais fortes e menos deflexão.
Tudo isso resulta em ferramentas mais especializadas para materiais mais específicos. O resultado final é maior MRR e maior produtividade.
Assim como as considerações de material terão um impacto na ferramenta escolhida, o tipo de operação e os requisitos de profundidade de corte também podem ter um grande impacto no número ideal de canais para sua aplicação.
Em aplicações de desbaste, quantidades mais baixas de canal podem ser desejáveis para evacuar grandes quantidades de cavacos mais rápido com vales de canal maiores.
Dito isso, há um equilíbrio a ser encontrado, pois os caminhos da ferramenta modernos, como o fresamento de alta eficiência (HEM), podem atingir um MRR extremo com um passo muito pequeno e um número maior de canais.
Em um sentido mais tradicional, quantidades mais altas de canais são ótimas para operações de acabamento em que pequenas quantidades de material estão sendo removidas e um acabamento melhor pode ser obtido com mais canais, sem se preocupar tanto com o escoamento de cavacos.

A quantidade de facas também desempenha um grande papel no cálculo de velocidades e avanços. Uma regra comum é “mais facas, mais avanço”, mas isso pode ser um equívoco muito prejudicial. Embora seja verdade em alguns casos, este não é um princípio infinitamente escalável. Como afirmado anteriormente, aumentar o número de canais em uma ferramenta limita o tamanho que os vales de canais podem ter. Enquanto a adição de um 5 th flauta para uma ferramenta 4 flauta teoricamente dá-lhe 25% de remoção de mais material por rotação com uma velocidade de avanço apropriadamente aumentada, avançando a ferramenta que muito mais rápido pode sobrecarregar a ferramenta. O aumento de 25% na remoção de material está mais próximo de 10-15%, visto que a ferramenta é exatamente a mesma em todas as outras especificações. Ferramentas de maior quantidade de canais podem exigir velocidades e avanços ser recuado tanto em alguns casos, que uma quantidade menor de facas pode ser ainda mais eficiente. Encontrar o equilíbrio certo é fundamental nas práticas modernas de fresamento.
Fonte: https://www.harveyperformance.com/in-the-loupe/flute-count-matters
Saiba mais como calcular dados e parâmetros de corte em nosso treinamento: Programação de Centro de Usinagem CNC com o CIMCO EDIT
Com o intuito de apresentar novas tecnologias que contribuem para o processo fabril, a FIT, em parceria com a SECOTools, Agile² Consulting, Hermle -Tecnohow e Villares Metals, realizarão um evento focado em Moldes e Matrizes rumo à Indústria 4.0.
Neste evento serão discutidos assuntos de como se aproximar da indústria 4.0, tais como: o que é possível realizar hoje na prática, algumas ideias de simples execução, outras com investimentos e até otimizações na metodologia utilizada pela maioria das ferramentarias.
Além da usinagem de uma cavidade-macho, as principais tecnologias de ferramenta de corte, fixação, estratégia, medição, máquina de usinagem CNC de 5 eixos e outros assuntos serão abordados durante o evento.
Confira a agenda:
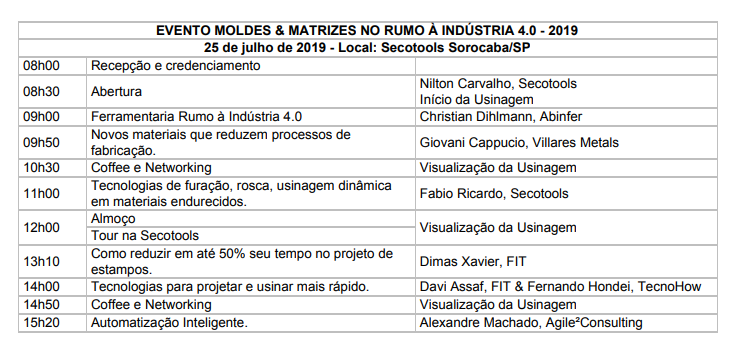
Assim evento acontecerá em julho de 2019, na unidade da SECOTools em Sorocaba-SP, e será exclusivo para empresas convidadas.
Sobre a FIT:
Há 10 anos no mercado, a FIT é especializada no fornecimento de softwares com tecnologia CAD, CAM, CAE E DNC de alta qualidade e eficiência, além de soluções completas para os mais modernos processos de projetos, engenharia de processos, transmissão de dados e manufatura.
Os operadores de máquina CNC ainda costumam usar fluido refrigerante, mas estão trabalhando para substituir com sistemas alternativos.
Um desses sistemas, chamado Minimum Quantity Lubrication (MQL), tenta reduzir o resfriamento por fluido refrigerante.
O MQL elimina o líquido de arrefecimento por refrigeração convencional dos processos de usinagem, lubrificando as ferramentas de corte com um fino jato de óleo direcionado exatamente quando e onde for necessário. MQL reduz a geração de névoa de óleo; contaminação biológica do refrigerante; volume de águas residuais; custos de equipamento de capital; e licenciamento ambiental.
O MQL também melhora a reciclagem e o transporte de cavacos contaminados por refrigerante. A usinagem a seco também é uma tendência crescente quando possível de usar e é muito menos confusa que os sistemas de resfriamento a vapor.

A usinagem a seco tem sido chamada de usinagem do futuro e há muitos benefícios para evitar o uso de fluido refrigerante. Sendo a mais óbvia a crescente consideração ambiental e o descarte do líquido de arrefecimento residual.
As vantagens do resfriamento, especialmente para eliminar fissuras com micro-carbono em ferramentas de metal duro, não são apenas para resfriamento, mas também para expulsar os cavacos das operações de furação.
Os projetos de máquinas estão levando isso em consideração, já que a mudança para a usinagem a seco continua, especialmente à medida que o crescimento de novos materiais compostos são adotado.
Você pode utilizar dois produtos para atender a aplicações de usinagem a seco - uma completamente seca e outra de adaptação para lubrificação. Embora obviamente seja mais fácil usar um líquido para resfriar, o ar comprimido também pode ser usado adotando a tecnologia de tubo de vórtice.
Um tubo de vórtice leva ar comprimido e divide o ar em um fluxo quente e frio. Normalmente, as temperaturas são de 0 ° C a 5 ° C na saída, para evitar condensação.
O ar gelado sopra diretamente na ferramenta desejada. Em muitas aplicações de corte, isso pode melhorar a qualidade de corte. Aplicações em que o tubo de vórtice sozinho completado com uma mangueira flexível para fornecer o ar frio produzido, é ideal para corte, furação e fresamento.
Usinar titânio é outra boa aplicação para este sistema de refrigeração totalmente seco.
Em muitas situações, porém, é necessária alguma lubrificação - por exemplo, em furação profunda. Sem alguma forma de lubrificação, a broca pode se fundir ao furo.
Para este propósito, o resfriamento por névoa tem sido usado onde uma "névoa" é pulverizada na operação de corte. À medida que o lubrificante é sintonizado, o ar frio do tubo de vórtice resfria o lubrificante a cerca de 5 graus Celsius.
Em seguida, o lubrificante resfriado é borrifado na ferramenta de corte com volume controlável por um botão de ajuste. O líquido a ser resfriado reduz significativamente a quantidade de lubrificante necessária, até 20% menos do que seria necessário com um líquido de arrefecimento padrão.
Isso reduz drasticamente o efeito ambiental, reduz o custo do lubrificante e resfria a operação de maneira significativa.
Assim na maioria das situações, quando se afasta do líquido de arrefecimento por liquido refrigerante, ele se reduz principalmente à necessidade de qualquer lubrificação no processo.
Se nenhuma lubrificação for necessária, por ambos os motivos de eliminar o custo do lubrificante e um ambiente mais limpo no local de trabalho, seria melhor usar o processo de usinagem puramente seco. No entanto, para sistemas de usinagem a seco com várias estações, deve-se tomar cuidado para garantir uma quantidade adequada de capacidade de ar comprimido ao usar um sistema de ar gelado.
Os sistemas MQL são certamente uma meta ideal para reduzir o resfriamento por refrigerante quando a lubrificação também é necessária. Ao usar o sistema de nebulização operado por tubo de vórtice, o lubrificante deve ser à base de água e após o uso, deve ser completamente lavado do sistema para mantê-lo limpo para o próximo uso.
Nebulização no entanto afeta o ambiente próximo, reduzindo a quantidade de líquido é sempre um plus. Sistemas como o de resfriamento por neblina podem reduzir o uso de lubrificante (e custo) em até 20%, resfriando a névoa à medida que ela é usada.
Independentemente de qual sistema é escolhido, qualquer coisa para reduzir e substituir o resfriamento por fluido refrigerante oferece benefícios para qualquer empresa, tanto em termos de custo quanto de impacto ambiental.

https://www.vortec.com/cold-air-guns
https://www.eputec.de/en/en-exair-vortextubes-vortex-tube/en-exair-vortextubes-cold-gun/
https://www.theengineer.co.uk/the-benefits-of-dry-machining.
https://www.coolantjet.com.br/produtos.php
Gostou? Fique por dentro de todas as novidades, siga-nos em nossas redes sociais: Facebook e LinkedIn.
Você está pensando adquirir uma nova máquina CNC, mas esta cheio de dúvidas sobre qual comprar?
Esse é o cenário de diversos empresários e empreendedores.
Diante de uma diversidade de modelos, com diversas aplicações, sempre surge as dúvidas de qual trabalhará melhor, de qual tem o melhor custo beneficio, e em qual não vai ser um desperdício de dinheiro.
Pensando nisso, fiz esse post para você saber tudo o que precisa antes de comprar uma máquina CNC.
Uma máquina CNC é uma máquina que trabalha através de comando numérico computadorizado(CNC), que é uma "folha de códigos".
O CNC é definido por um programador, cuja função é determinar quais os movimentos a sua máquina deve realizar.
O programador de máquina CNC escreve os códigos se baseando no desenho da peça feito pelos engenheiros.
Assim, ele define quais os melhores caminhos a serem seguidos pela máquina, sempre buscando otimizar o tempo de usinagem.
As primeiras máquinas NC foram criadas na década de 50 e trabalhavam seguindo códigos de cartões perfurados.
Já nessa época, o conceito de controlar máquinas "automaticamente" já se mostrava ser eficiente e capaz de otimizar os processos, reduzindo o tempo e custo de operações.
Porém, os fabricantes de máquinas não deram a devida atenção na época.
A popularidade dessas máquinas se deu apenas quando o exército dos Estados Unidos comprou 120 máquinas NC e as alugou para diversas empresas, para que elas se familiarizassem com a nova tecnologia, e, graças a isso, na segunda metade da década de 50, o NC começou a emplacar nas empresas.
Mas, mesmo com toda a popularidade alcançada, ainda havia alguns problemas que só foram se resolver na década seguinte, como por exemplo, o código G, que surgiu na década de 60, e os primeiros programas CAD.
Há diversos tipos de máquinas CNC no mercado, e muitas vezes ficamos em dúvida na hora de fazer um investimento desses.
Afinal, são muitas características, muitas aplicações, muitas marcas.
Eu vou listar para você os modelos que existem hoje no mercado e falar brevemente sobre cada, para que assim você possa analisar qual se adéqua mais a sua necessidade
Os tornos CNC são máquinas CNC que possuem 2 eixos(X, Z), a ferramenta de corte é fixa, e a peça gira em torno de seu próprio eixo.
Sendo assim, o torno CNC é recomendável quando a peça é cilíndrica, não muito complexa e necessita de um ótimo acabamento.
Centros de torneamento são máquinas CNC que possuem 2 eixos, assim como os tornos CNC, porém, possuem ferramenta de corte acionada, o que permite fazer trabalhos que exigem mais complexidade.
Logo, são ideais para trabalhos cilíndricos que precisam de furos facetados ou rasgos laterais.
E, por ter ferramenta acionada, o ganho de tempo de usinagem é extremamente otimizado, o que o torna ótimo para produção seriada.

O torno suíço é um tipo de máquina que pode desempenhar diversas funções ao mesmo tempo.
Geralmente possui mais de uma torre de ferramentas, cabeçote móvel e ferramenta acionada.
Permitindo assim, uma usinagem com um alto teor de complexabilidade e rápida velocidade.
Por possuir mais de uma torre de ferramentas, reduz drasticamente o tempo de usinagem.
Logo, é recomendável para peças seriadas muito complexas.
Fresadoras CNC são máquinas equipadas com fresas equipadas com ferramentas de corte que permitem cortar, desbastar, entalhar ou perfurar diversos tipos de materiais em 2,5 eixo
Os eixos X e Y se posicionam para que o eixo Z inicie o desbaste.
Poderosa máquina de furação e desbaste, é indicada para desbastar grande quantidade de material e fazer gravações.
Muito parecido com a fresadora, o centro de usinagem 3 eixos, podemos dizer que, é uma fresadora plus.
Uma fresadora, como disse anteriormente, possui 2,5 eixos, o que limita um pouco sua velocidade de usinagem devido ao eixo Z não trabalhar simultaneamente com os eixos X e Y.
Já no centro de usinagem, os eixos podem trabalhar simultaneamente.
Ou seja, o eixo Z pode entrar na vertical enquanto a mesa se movimenta.
A facilidade de utilizar 3 eixos simultaneamente nos da a liberdade para trabalhar de forma mais dinâmica e otimizada, reduz o tempo de usinagem consideravelmente se comparado a uma fresadora.
Assim sendo, é indicado para usinagem de peças de complexidade mediana que necessitam de um grande desbaste. Ideal para fabricação de ferramental (moldes, matrizes, dispositivos, peças de manutenção).
O centro de usinagem possui os 3 eixos de um centro de usinagem normal(X, Y e Z) e possui, também, um eixo rotacional.
Podemos dizer que um centro de usinagem com 4 eixos é a fusão entre um centro de usinagem com um torno CNC.
Afinal, o quarto eixo pode ser usado tanto para tornear a peça como para posiciona-la para fresagem.
Dessa forma, o centro de usinagem 4 eixos é recomendável para peças com complexidade alta e que necessitam de muito acabamento.
Muito recomendável para usinagem de peças helicoidais.
Pois, com a função de rotação do quarto eixo, é possível usinar esse tipo de peça de maneira simples e otimizada.
O centro de usinagem com 5 eixos é muito parecido com o anterior.
Também possui um eixo rotacional que pode exercer a função de torno.
Mas, diferentemente do 4 eixos, neste há um segundo eixo rotacional.
Geralmente, um eixo rotacional controla a peça e o segundo faz a rotação do suporte de ferramenta ou da mesa
Então, um centro de usinagem 5 eixos é recomendável para peças com complexidade de detalhes muito alta.
Muito usado para fabricação de hélices de todos os tamanhos e complexidades
E também, na usinagem de rotores de turbina.
Na usinagem a fio, é usado um eletrodo na espessura de uma agulha ou menor, que usina por um caminho previamente determinado pelo programador.
O método de corte a fio pode ser utilizado para cortar qualquer material que seja condutor de eletricidade.
É uma estratégia vantajosa para diminuir custos e, também, reduzir rebarbas.
Sendo assim, é recomendável para usinagem de peças que possuem grau de fragilidade.
Muito usado para usinar moldes e matrizes com um custo menor
Não há uma resposta direta e correta para essa pergunta, cada caso é um caso.
O investimento em uma máquina CNC é elevado.
Então, leve em consideração a possibilidade de ter um software CAM que otimize sua máquina CNC atual, sem a necessidade de investir em uma nova, com um valor muito mais acessível e ganhos de mais de 50% do tempo de usinagem atual.
Portanto, você deve ter plena convicção da sua necessidade, para que assim, o seu dinheiro seja bem aplicado,
Você deve analisar o tipo de peça que você usina, a demanda dos seus clientes, o seu objetivo, etc.
Pois, se você fabrica peças simples, como um cano, por exemplo, o investimento em um centro de usinagem será um desperdício, assim como, se você fabrica turbinas para avião, o investimento mais assertivo é um centro de usinagem 5 eixos.
Concluindo, analise tudo muito bem antes de adquirir uma nova máquina CNC, para que assim, não haja surpresas e sua produção fique, de fato, otimizada.
Gostou? Compartilhe em suas redes sociais e nos siga no Facebook e no LinkedIn!
O Programa de Tecnologia de Manufatura da Força Aérea está fornecendo para o Departamento de Defesa, AF, e intenção estratégica da indústria para a sustentabilidade por amadurecimento sustentável das práticas de fabricação. Com isso, aumenta-se a capacidade de produção necessária para fabricar sistemas de armas. Com reduzido consumo de recursos utilizando processos ambientalmente sustentáveis preservando os requisitos de desempenho.
AF MT está estudando métodos para acelerar a adoção de uma filosofia de fabricação sustentável dentro da indústria aeroespacial de defesa. Para portanto, garantir que está na vanguarda da abordagem social, conservação de recursos e administração do meio ambiente. Como primeiro passo, o AF MT irá:
A AF MT está inicialmente focada em fabricação sustentável para usinagem peças de componente metálico para estruturas e motores aeroespaciais.
 Como parte de um projeto inicial de ferramentas de usinagem, o AF trabalhou com o Centro Nacional de Defesa Fabricação e Usinagem (NCDMM) e GKN Aerospace of St. Louis, MO.
Como parte de um projeto inicial de ferramentas de usinagem, o AF trabalhou com o Centro Nacional de Defesa Fabricação e Usinagem (NCDMM) e GKN Aerospace of St. Louis, MO.
Para isso ocorrer, foi realizada uma avaliação de projetos de células de usinagem sustentável em dezembro de 2010 que se concentrou em minimizar e otimizar as entradas e saídas. Necessários para transformar o material do departamento de defesa aeroespacial utilizados na fabricação de aviões de caça, transportes e helicópteros.
Assim, a avaliação emitiu um roteiro para soluções de tecnologia para reduzir o consumo de energia operacional e produtos de resíduos em vários níveis dentro da empresa de fabricação da GKN. Especificamente, o projeto:
Iniciando em dezembro de 2010 a março de 2011, as tecnologias sustentáveis foram implementadas com consideração de retorno sobre o investimento (ROI) e os recursos disponíveis. Os primeiros sucessos incluem:
Como historicamente, o GKN Aerospace St. Louis usou um fluido de corte semi-sintético com sucesso limitado. O fluido de corte exigiu ajustes regulares para manter a acidez adequada e monitoramento contínuo para o crescimento bacteriano.
Além disso, o refrigerante semi-sintético emulsionou os óleos da máquina CNC e não foi projetado para ser um produto reciclável. Finalmente, contaminantes como o tramp oil, cavacos de usinagem, e sujeira reduzem a eficácia do fluido de corte e, eventualmente, exigem que o fluido seja substituído. A avaliação indicou que esta era uma área que poderia ser tornada mais sustentável.
Assim, como parte desse esforço, a GKN avaliou seis fluidos de corte alternativos para usinagem do alumínio e ligas de titânio. Portanto, a avaliação considerou o custo por galão, a capacidade de remover resíduos de componentes usinados, requisitos de manutenção de fluidos de corte, custos de disposição. E também, o desempenho da ferramenta de corte, estabilidade do cárter, manutenção da máquina CNC, gerenciamento de fluidos e a capacidade de reciclagem do produto.

Portanto, com base nos dados de teste coletados, o GKN selecionou TRIM MicroSol Fluido de trabalho 585XT da Master Chemical Corporation (MCC). O novo fluido também permitiu a GKN para implementar um sistema de centrífugas de reciclagem também fornecido pela MCC.
Assim, transição para um novo fluido de corte foi perfeita sem impacto negativo nas operações de usinagem. Estando o processo de reciclagem em vigor há três meses e a GKN percebeu as seguintes economias:
Como resultado, a GKN St. Louis está projetando um orçamento mensal de US$ 6.000 através da implementação do corte do processo de reciclagem de fluidos.
O processo de avaliação indicou que o aumento da produtividade e da vida da ferramenta resultaria em poupanças substanciais em custos de energia e ferramentas. Anteriormente, a GKN utilizava uma ferramenta de corte RPF Kennametal para a maioria das operações de revestimento de titânio na célula de usinagem investigada neste projeto.
Além disso, no ano passado, a Kennametal lançou a BBT, uma nova tecnologia de ferramentas de corte. Que cria o potencial de aumento da produtividade e a melhoria da vida útil das ferramentas. Nesta toada, a BBT utiliza a tecnologia de refrigeração para direcionar fluidos de corte através do inserto e de forma mais eficaz a entrega de fluidos para a interface entre a inserto e o cavaco.
Uma linha de trabalho usando a ferramenta de corte RPF e parâmetros de usinagem aceitos pela GKN foi estabelecida e o teste de vida do inserto foi realizado no NCDMM Advanced Manufacturing Laboratory em Latrobe, PA.
Conseguinte, NCDMM realizou um teste de vida do cortador BBT utilizando parâmetros de corte idênticos. E descobriu que a ferramenta BBT aumentou a vida útil da ferramenta em mais de 33% por corte. Além disso, a inserto de corte BBT é um inserto redondo com seis arestas de corte efetivas em comparação com as duas arestas de corte eficazes de uma inserto RPF oval.
Desta maneira, fornece três vezes o número de arestas e três vezes a vida da ferramenta. A melhoria total com a vida útil alargada da ferramenta por vantagem e o aumento do número de bordas efetivas resultou em mais de 300% de aumento da vida útil da ferramenta.
O NCDMM e o GKN investigaram uma variedade de pacotes de software para maximizar as eficiências da máquina e melhorar a taxa de remoção de liga de titânio.
Como parte da investigação, a equipe obteve um teste gratuito de um mês do software Volumill Universal para avaliar as capacidades do software e conduzir ensaios de usinagem usando a célula de usinagem sustentável.
 Volumill é uma tecnologia de otimização de caminho de ferramenta de alto desempenho que melhora o caminho da ferramenta usando alta velocidade continua e tangencial em vez de movimentos bruscos e interrompidos.
Volumill é uma tecnologia de otimização de caminho de ferramenta de alto desempenho que melhora o caminho da ferramenta usando alta velocidade continua e tangencial em vez de movimentos bruscos e interrompidos.
Alguns dos benefícios também incluem a maximização do tempo que uma ferramenta de corte está em contato com uma peça de trabalho. Bem como, estabilizando as condições de corte, aumento das taxas de remoção de metal, diminuição dos picos e vales, redução do consumo de energia, e maior vida útil da ferramenta.
Os testes iniciais mostraram um aumento de 205% nas taxas de remoção de metal para as operações de cavidade em um componente de teste padrão do GKN.
Consequentemente, uma revisão da carga da máquina CNC indicou uma redução do consumo de energia unitário, bem como o consumo geral de energia durante a operação de usinagem. Finalmente, o avanço da máquina CNC permitiu que os recursos adicionais utilizassem menos ferramentas de usinagem.
No entanto, é necessária uma análise mais completa para quantificar completamente os benefícios deste software e ensaios adicionais estão planejados para a próxima fase do projeto.
Em conclusão, ao combinar isso com outras tecnologias avançadas, utilização completa da aresta de corte, a equipe acredita que pode dobrar a produção da máquina com segurança. Assim, outros benefícios são os de prolongar a vida da ferramenta, reduzir o consumo de energia e o tempo de inatividade da máquina CNC. Criando portanto, uma produção muito mais produtiva e a alta competitividade da empresa no mercado mundial.
Para obter informações adicionais sobre esta tecnologia de usinagem CNC entre em contato com a Informação Técnica e Centro de Suporte, Divisão de Tecnologia de Manufatura, Direção de Materiais e Manufatura, laboratório de pesquisas das Forças Aéreas.
Informações sobre a AFRL / RX visitem a página inicial em www.wpafb.af.mil/arfl/rx/


