Nenhum produto no carrinho.

Os processos de produção de estampos exigem tecnologia de ponta em relação aos softwares de produção e uma das principais queixas de quem se utiliza desse tipo de ferramenta é a utilização de softwares distintos para anteder a todas as fases do processo.
Saiba mais sobre projeto de estamos: como garantir a confiabilidade no seu processo de ponta a ponta, já que esse fator é fundamental para que o processo dos projetos de estampos alcance alta qualidade é necessário que as superfícies também ganhem em qualidade a cada dia, por isso é importante encontrar um software único dedicado, de ponta a ponta para o processo.
Chamamos de estampagem os processos ou operações que têm como finalidade produzir peças geometricamente marcadas. O projeto de estampos é feito, portanto, a partir de um processo de deformação do metal, ou deformação plástica do metal.
Estampos são produzidos a partir de peças básicas como cabeçote, espigas, guias e também de peças variáveis que são as que dão a forma geométrica desejada à estampagem.
É também possível fazer o processo de estampagem a frio. Nesse caso o projeto é chamado de conformação mecânica e nele existe uma chapa plana que passa a ser submetida a diversos cortes para que adquira nova forma geométrica.
Se você precisa saber mais sobre projeto de estampo: como garantir a confiabilidade no seu processo de ponta a ponta, veja o que esse tipo de ferramenta pode oferecer em cada etapa da produção:
Na etapa do orçamento, o software que realiza o processo completo de ponta a ponta, totalmente automatizado fornece desenvolvimento do produto, etapa do blank e a tira, baseado na especificação do material escolhido pelo cliente e na espessura necessária. A força utilizada pelos cilindros de nitrogênios, molas, quantidade de aço, dados de tempo de usinagem e eletroerosão a fio também podem ser orçados com maior precisão para evitar erros de cálculo.
CAE é a abreviação para Engenharia Auxiliada por Computador que significa utilizar softwares para simular desempenho. Quanto mais precisa for a simulação, menor a possibilidade de erros de orçamentos e de necessidade de retrabalho.
A simulação CAE envolve etapas como otimização dos produtos, economia, processos e ferramentas de manufatura.
A maioria dos processos de CAE abrange etapas como pré-processamento, solução e etapas após o processo. O pré é a etapa em que os engenheiros estão elaborando o projeto de estampo, ou seja, modelando a geometria da peça através de representações. Nessa fase, o software que utiliza simulação CAE é muito importante para que não haja falhas.
É também na pré etapa que as propriedades físicas do objeto são definidas, o ambiente também pode ser simulado e as cargas que serão aplicadas ao objeto final também precisam ser consideradas.
Na fase do processo em si e na pós produção, os resultados dos modelos são apresentados e poder ser avaliados e modificados de acordo com a necessidade e de acordo com as necessidades de cada cliente e produto.
A construção, no software ponta a ponta é feita através de usinagem e apresenta módulos de automação, como AutoDrill e eletroerosão a fio, dentre outros.
O Tryout é zero, no entanto, com a adição de Medição de processos antes do tryout é possível evitar que uma peça ruim seja testada, já que ele permite a verificação e o descarte antecipado. Dessa forma pode-se economizar no aluguel da prensa e manutenção.
Para a medição, o software permite a inspeção em processo, sem tirar a peça da máquina CNC, por exemplo.
Se o seu intuito é encontrar uma solução para problemas específicos do seu negócio, utilizar um software específico pode ser a melhor resposta para isso. Optando por essa solução, esse sistema será inteiramente dedicado à sua empresa, aumentando e facilitando a otimização.
Sendo assim, um dos principais benefícios de um software específico para projetos de estampos é a grande abrangência que ele atinge. Em todos os processos, diferenciais e rotinas da empresa serão incluídos no sistema.
Sendo assim, esse modelo de sistema trará familiaridade para sua equipe, cada vez mais aumentando e melhorando o rendimento, desenvolvimento e desempenho de toda a equipe. Esse é um dos fatores chave para quem pretende trabalhar com projetos de estampos: veja como garantir a confiabilidade no seu processo de ponta a ponta!
Quando você opta por desenvolver um software específico para o seu negócio, uma solução certeira é adquira simultaneamente. As necessidades de sua empresa são trabalhadas de forma particular.
Diferente de softwares genéricos, os específicos possuem um alto nível de segurança diferenciado. Mesmo sendo hospedado virtualmente, o software especifico possui um banco de dados e não será compartilhado.
Uma das maiores preocupações de um gestor é com os investimentos feitos na empresa. Dessa forma, a questão “preço” sempre vem com uma enorme importância. Quando comparam custos e vantagens de um investimento dessa forma.
Um investimento em um software genérico pode parecer vantajoso no início, em razão do baixo custo. No entanto, é bem provável que o mesmo não consiga cumprir todas as necessidades específicas da sua empresa.
Esse fator pode vir a acarretar prejuízos futuros, de uma maneira que force a sua empresa a adquirir um software mais especializado para o seu nicho de negócios. Portanto, para conhecer um projeto de estampos: como garantir a confiabilidade no seu processo de ponta a ponta, não perca de vista o retorno financeiro.
De fato, os softwares específicos possuem um custo um pouco mais alto em relação aos softwares genéricos. Entretanto, ele servirá melhor a sua empresa e seu projeto, servindo todas as necessidades particulares que ela possui.
O custo do projeto, utilizando esse tipo de software especializado em projetos de estampos será para uma solução certeira que atenderá todas as suas prioridades, e com certeza, vai lhe trazer um alto retorno financeiro.
Um software ponta a ponta pode oferecer até 70% de redução do tempo no orçamento e garante que quando a ferramenta começa o orçamento já esteja aprovado.
Além disso, na simulação CAE há também uma redução de até 70% , o que implica em até 5% do tempo total. Lembrando que isso implica em uma redução alta de custos, já que a simulação CAE custa aproximadamente R$ 800,00 reais por hora!
Agora que você sabe as vantagens e desvantagens em se obter um software único CAD/CAM/CAE de ponta a ponta, dedicado a ferramentaria e com muitos recuros especializados em ganhar tempo em todo fluxo dos projetos de estampos, não perca mais tempo, contate FIT.
Muitas tarefas de projeto e preparação de ferramentais não precisam ser manuais e repetitivas.
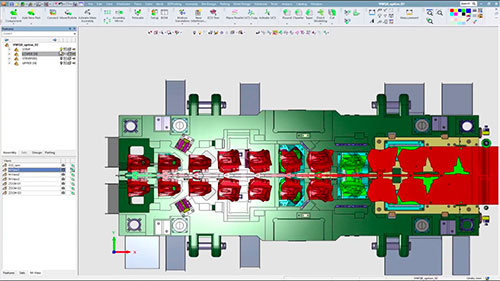
O CIMATRON Die Design, feito pela 3D Systems para maximizar a produtividade do processo de projeto de estampos, oferece uma solução completa e comprovada para os projetistas e fabricantes de ferramentas que podem agilizar atividades que vão desde a cotação até a programação NC.
Pensando nisso, a FIT solucionará as suas dúvidas sobre estampos no webinar Automatizando os projetos de estampos, apresentado pela consultora Amanda Alcantara e pelo técnico em estampos Dimas Xavier.
Quando? Quinta-feira, 24 de setembro de 2020, das 10h as 11h.
Você é nosso convidado!
O que é estampagem nós já vimos em outro artigo por aqui, mas só para lembrar o conceito, Estampagem é o processo de fabricação que através da operação de prensagem, corta ou deforma plasticamente chapas metálicas, gerando um produto final com ótimo acabamento.
O processo de estampagem é muito útil em indústrias com produção seriada e com grandes lotes como a automotiva e de eletrodomésticos, por exemplo, e são fabricadas no setor de ferramentaria.
Como em qualquer processo de fabricação, além da matéria-prima, é necessário um conjunto de máquina e ferramenta. No caso da estampagem, a matéria-prima deve se restringir a materiais que possam adquirir o formato de chapas ou fitas como o aço, cobre, alumínio, níquel e zinco.
A máquina utilizada é a prensa que pode adotar tamanhos diversos para atender às necessidades da produção e assim como a prensa tem suas características, a matriz que molda o produto tem o perfil especificado e bem detalhado com o formato e tamanho dimensionados.
As ferramentas podem ser classificadas em três grupos segundo a sua utilização, são elas: Estampo Progressivo, Tandem e Transfer.
Como é comum em qualquer projeto, alguns fatores devem ser considerados para a concepção de uma ferramenta de estampar, entre elas estão: Dimensão, o material e sua espessura, a qualidade pretendida na peça, cadência e por aí vai uma lista de considerações. Sendo assim, podemos agrupar as ferramentas em três grupos:

Nesta categoria a prensa é alimentada com a matéria-prima através de um processo automático por bobinas ou do processo manual com tiras de matéria-prima. A chapa é disposta entre a matriz superior e inferior e é alvo de sucessivas operações de corte, dobragem ou estampagem até a obtenção de um produto final. Nesta categoria, acontece uma sequência de produção onde o material avança para a etapa seguinte conforme cada operação finalizada. Em alguns casos, na mesma estação, a peça pode sofrer operações sucessivas.
O comprimento do passo ou do alimentador define a velocidade de avanço da chapa para evitar erros de posicionamento. Este processo oferece:
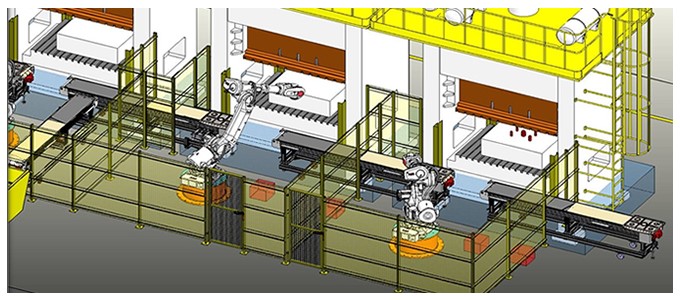
Diferentemente do Estampo Progressivo, a categoria Transfer é composta por várias ferramentas que executam as operações individualmente. Elas são montadas em sequência sobre uma base comum e as peças transitam de uma ferramenta para outra, geralmente essa movimentação acontece através de sistemas automáticos ou robôs equipados com garras mecânicas ou pneumáticas.
Este sistema foi desenvolvido para fabricar componentes de forma totalmente automatizada, ou seja, sem a necessidade da utilização de mão de obra. A imagem abaixo ilustra a aplicação dos braços robotizados, responsáveis pelo manuseio total dos componentes estampados.
![]()
Uma linha de prensas Tandem, como o próprio nome sugere, é constituída por uma distribuição simples de prensas separadas entre si por uma distância comum. Neste tipo de estampagem, existe uma prensa e uma ferramenta individual para cada operação do processo de fabricação. Finalizada uma operação, a peça é movimentada para a prensa seguinte, até ao final da linha onde se obtém o produto final. A ilustração a seguir demonstra a movimentação realizada por braços automatizados de robôs, que não necessitam da interferência humana durante a operação.
Embora o investimento em ferramentas e instalação do projeto de estampagem possam parecer altos, o custo de produção e mão-de-obra é reduzido, proporcionando maior lucratividade.
É claro que qualquer equipamento para se manter funcionando com perfeitas condições de qualidade e segurança, devem passar pela manutenção preventiva. Entre os itens que devem ser observados e substituídos de acordo com a necessidade nas prensas de sistema Progressivo, Transfer e Tandem são:
Se você despertou o interesse por implementar este processo em sua empresa, é importante lembrar que todos os equipamentos devem estar em conformidade com as Normas de Segurança NR12, PPRPS e NBR13930. São elas que definem os requisitos e as medidas técnicas de segurança, garantindo a integridade física dos operadores, do maquinário e de outras pessoas que possam ficar expostas a possíveis perigos.
As normas devem ser aplicadas em unidades fabris desde a implementação de prensas simples até de alta complexidade e também de dispositivos auxiliares.
Você sabe como funciona o processo de estamparia de metais?
Imagine produzir geometrias próprias e detalhadas utilizando apenas uma chapa, uma prensa e poucos segundos. Sem soldas, sem cavacos, sem bagunça e com tempo recorde. Isso é Estampagem!
Estampagem é o processo de fabricação, para estamparia de metais, que através da operação de prensagem, corta ou deforma plasticamente chapas metálicas, gerando um produto final com ótimo acabamento. O processo é muito útil em indústrias com produção seriada e com grandes lotes como a automotiva e de eletrodomésticos, por exemplo.
É claro que não são todos os materiais que podem ser utilizados na estampagem, pode-se utilizar apenas os que são capazes de adquirir o formato de chapas ou fitas, os principais são:
Apesar deste tipo de fabricação ter um alto custo de ferramental, inviabilizando a aplicação para pequenos lotes, as vantagens o tornam muito atrativo para várias indústrias, isso porque podem oferecer:
A estampagem tem suas vertentes e cada qual tem sua aplicação específica, entre elas estão: Corte, Conformação Mecânica, Repuxo e Estampagem Profunda. Em todos os casos a prensa exerce pressão na chapa que apoiada em uma matriz define o perfil da peça.
O esforço de compressão exercido pela prensa é convertido em esforço de cisalhamento, cortando ou perfurando o material, produzindo assim, perfis em peças planas.
Algumas peças geralmente produzidas por este meio de fabricação são: Componentes de informática, gabinetes, réguas, painéis de fotos, arruelas ou discos planos.
Nesta categoria, o material não precisa necessariamente sofrer ruptura, entre as operações estão o dobramento e encurvamento, enrolamento, nervuramento e conformação de tubos.
Exemplos de aplicação de conformação mecânica são a produção de peças rasas como componentes da carroceria de automóveis como capô e portas.
Durante esta operação, o material sofre uma conformação mais intensa de modo que o material sofre estiramento, ou seja, tem sua espessura diminuída para que possa ser moldada no perfil desejado. É importante lembrar que para ser submetido a repuxo, o material deve atender à algumas especificações para que não se rompa. Um exemplo de aplicação são as cubas das pias de cozinha.
Seguindo a mesma linha de raciocínio da Estampagem Rasa, na Estampagem Profunda o copo é mais profundo do que a metade do seu diâmetro. Um exemplo de aplicação dessa estampagem é na produção de panelas.
Corte fino e Conformação: é a tecnologia para a produção econômica de peças com precisão de corte.
O processo de corte fino oferece tecnologia de ponta para a produção econômica de peças com precisão de corte e superfícies livres de arestas ou rebarbas (estouro de corte). As peças são produzidas em uma prensa com três forças ativas e em ferramentas de corte com o mínimo de folga, em ângulo reto com superfícies cortantes que não deixam rebarbas ou arestas e são extremamente planas. Elas podem ser utilizadas sem qualquer necessidade de retrabalho ou segunda operação ou processo.
No processo de corte fino, as peças são produzidas em uma prensa com três forças ativas e em ferramentas de corte com o mínimo de folga, em ângulo reto com superfícies cortantes que não deixam rebarbas ou arestas e são extremamente planas. Isso permite que elas sejam utilizadas sem qualquer necessidade de retrabalho ou segunda operação ou processo.
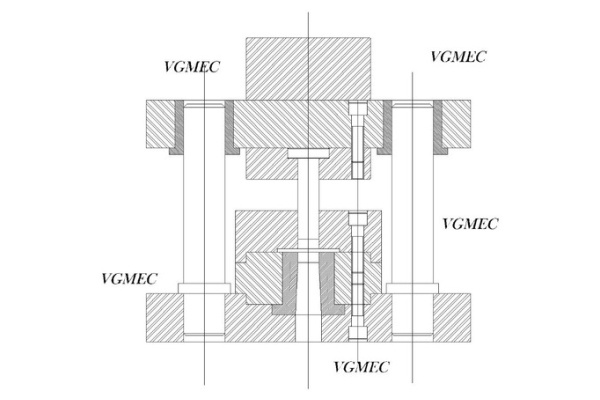
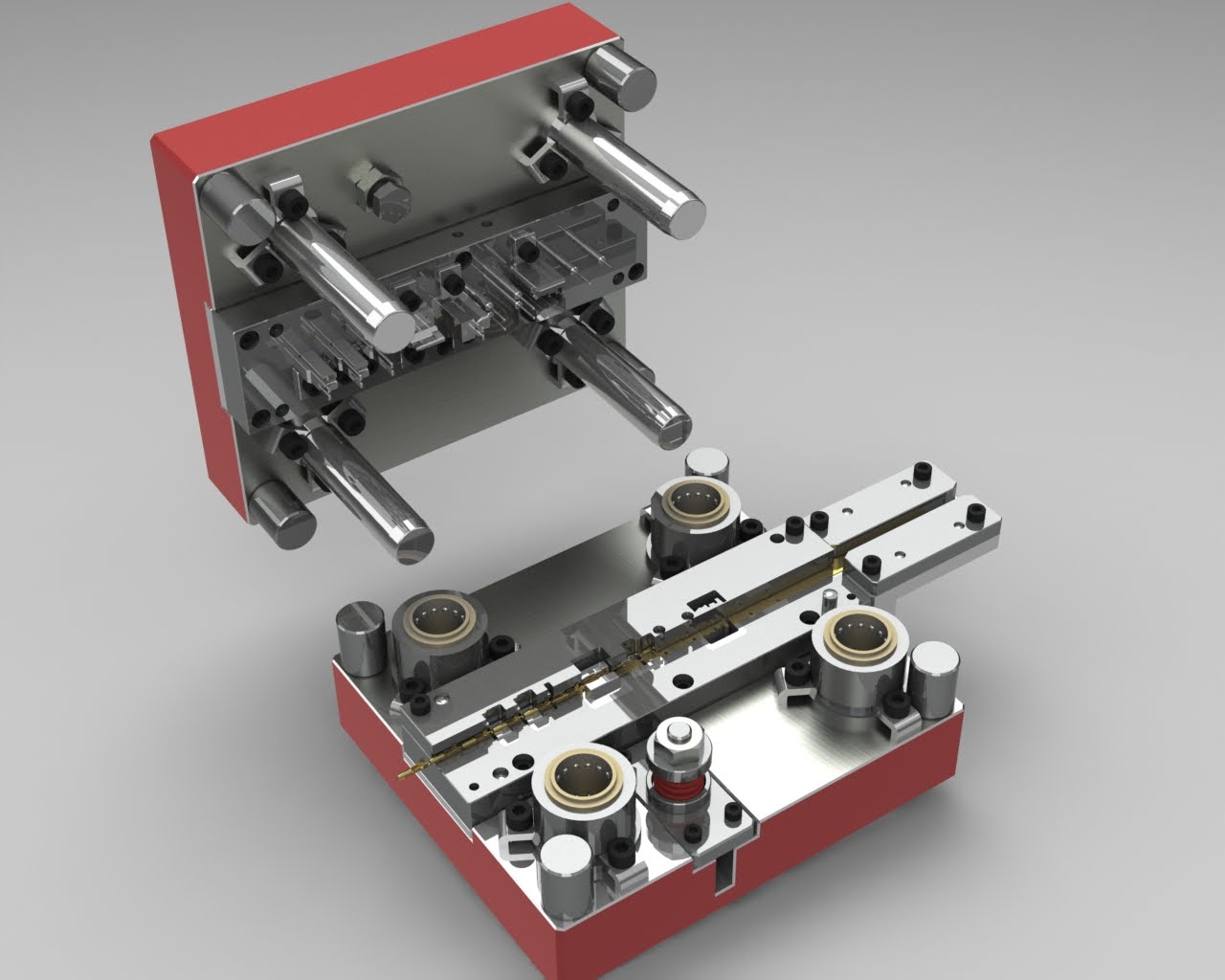
É claro que para produzir as peças com os perfis desejados, você vai precisar de todo o conjunto mecânico e não somente da matriz em si. Os Estampos são compostos de elementos comuns (Base, cabeçote, colunas de guia e espiga) e de elementos específicos, responsáveis pelo perfil da peça que será produzida (matrizes e punções).
Matrizes e Punções são os elementos fundamentais do ferramental para estampo. Na matriz está recortado o formato negativo do perfil da peça e fixada rigidamente sobre uma base reforçada, formando um conjunto sólido, cujo material é de alta qualidade e acabamento fino. Algumas características que devem ser consideradas no projeto das matrizes de corte são:
O material para esse ferramental deve ter algumas características específicas, são elas:
Outros fatores que devem ser respeitados durante o projeto das matrizes são a fixação e espessura das matrizes.
A força proveniente da punção se distribui ao longo dos gumes de corte da matriz, por isso ela precisa ter a espessura adequada para suportar os impactos. Para isso, basta utilizar a equação abaixo para determinação da espessura correta:
E= ∛(F-3)
E= Espessura
F = Força de corte
Se você utilizar para o cálculo a Força de Corte em toneladas, a unidade de medida do resultado da espessura será em centímetros. Caso optar por utilizar a Força em kgf, a unidade de medida do resultado será em milímetros.
Para definir a Força de Corte, basta utilizar a seguinte equação:
Fc≥p.e.tc
Fc = Força de corte [kg]
p = Perímetro da peça a ser cortada [mm]
e = espessura da chapa [mm]
tc = tensão resistente de cisalhamento ou corte [kg/mm²] (conforme cada material)
Para que possa ser montada adequadamente no porta-matriz, os tipos de fixação são:
A matriz deve ser usinada com extrema estabilidade dimensional, uma ótima opção é o aço VC-131 que é conhecido como indeformável, com resistência à abrasão e máxima estabilidade do gume.
Para a usinagem, o processo de eletroerosão a fio é o mais indicado por permitir usinar geometrias complexas. Através da eletroerosão, um fio de latão eletricamente carregado atravessa a peça submersa em água deionizada, em movimentos constantes, provocando descargas elétricas entre o fio e a peça, as quais cortam o material. Para permitir a passagem do fio é feito previamente um pequeno orifício no material a ser usinado.
A programação do perfil é feita através de sistemas computadorizados, permitindo a obtenção de perfis complexos e precisos.
É importante lembrar que o tratamento térmico tem um papel fundamental, a matriz deve ser submetida à têmpera entre 800°C e 850°C com resfriamento em óleo.
Quando modificações ou implementações de processos são realizadas, é importante não esquecer do famoso tryout, que nada mais é que uma série de testes que comprovam a eficiência do novo procedimento.
Durante o tryout acontece a simulação do processo normal de produção e são observadas as características do produto e processo, como ergonomia, tempo de ciclo e qualidade. Apenas após a comprovação testada e aprovada de que o processo é capaz de gerar um produto adequado, é feita a liberação para iniciar a produção sequenciada.
Caso conformidades sejam encontradas, o processo deve ser adaptado e readequado para cumprir todos os pré-requisitos normativos.
Para obter o melhor retorno de seu investimento em equipamentos avançados, a Muriaço mudou de um sistema com softwares CAD e CAM separados para um software integrado e associativo (produto CAD/CAM CIMATRON) para obter ganhos de eficiência e produtividade na ferramentaria.
Como muitas outras industrias mecânicas, a Muriaço do Brasil (Moóca, São Paulo) enfrenta pressões cada vez maiores devido à diminuição dos prazos de entrega.
"Cada cliente que temos levaria as coisas em uma semana ou duas, se pudéssemos fazê-lo", diz o gerente de engenharia Carlos Albanez. "Todo mundo quer tudo amanhã."
Para reduzir os prazos de entrega, a empresa cada dia está investindo mais em equipamentos, máquinas CNC e novas metodologias e tecnologias.
Para obter o melhor retorno de seu investimento em equipamentos, a Muriaço adotou o software CIMATRON da 3DSystems. Antes do CIMATRON, a empresa usava sistemas CAD e CAM separados, que não só careciam de recursos, mas também exigiam transferências de arquivos entre as soluções de software, o que prejudicava a eficiência geral.
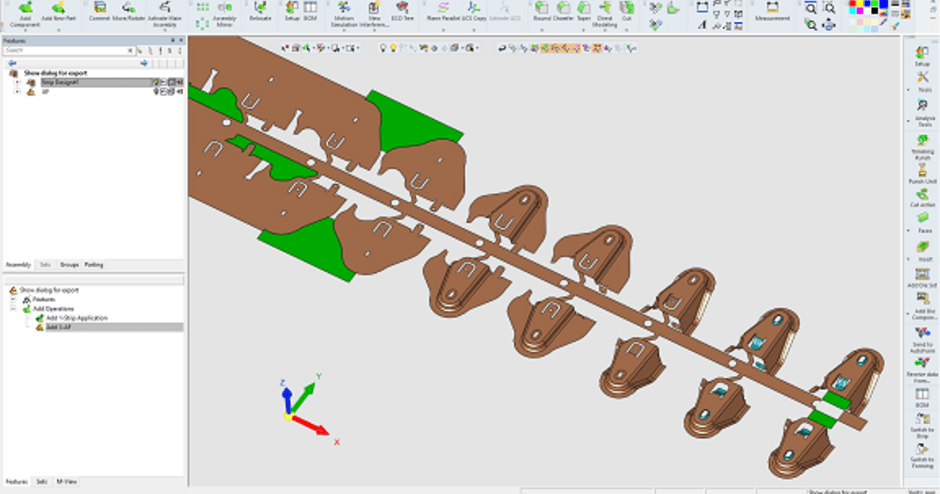
O projeto integrado e as capacidades de fabricação do CIMATRON suportam um processo mais simplificado que permite à empresa passar mais rapidamente do modelo de peça CAD, para programação NC, para simulação e verificação e, finalmente, para a peça acabada.
Considerando que a empresa fez a mudança para o CIMATRON principalmente por causa de sua capacidade de modelagem integrada, e de suportar de ponta a ponta, desde o orçamento de ferramental, produtos, projeto, método de progressão, tira, modificações, e análises CAE (tais como spring-back, ponto de ruptura, afinamento de chapa e compensação da deformação).
Assim, existem cinco recursos avançados do sistema de software que as empresas podem aproveitar no CIMATRON, que é um software CAD e CAM integrado:
“Os clientes enviavam modelos CAD que não podíamos usinar: as faces não eram tangentes, ou tínhamos que colocar superfícies de verificação, etc.”, diz ele. “Com os recursos de modelagem do CIMATRON, podemos facilmente corrigir a geometria ruim, remover recursos e fazer o que for necessário para otimizar os modelos de peças digitais para usinagem.”
Para isso acontecer, o CIMATRON suporta um conceito de modelo mestre que permite que a MURIAÇO prepare e otimize modelos de peças para o CAM enquanto deixa a peça original intacta. Em muitos casos, a empresa propõe modificações para melhorar a manufaturabilidade - um serviço importante que melhora a colaboração com os clientes e permite que a empresa ofereça cotações mais competitivas.
A Pro Tork também usa os recursos de projeto de montagem do CIMATRON para modelar a configuração completa da máquina, incluindo acessórios, ferramentas, calços, morsas e outros itens. Com essa abordagem, a empresa pode criar um modelo digital totalmente detalhado e preciso do ambiente de usinagem que agiliza o processo de programação NC.
"Quando começamos, toda vez que recebíamos um novo trabalho, tínhamos que começar do zero para construir um novo bloco de elevação ou um novo acessório ou grampo", diz Luiz Almeida, gerente de engenharia e ferramentaria. “Mas com o CIMATRON, nós salvamos e organizamos todos os componentes, então agora podemos extrair montagens complexas de gabaritos e reutilizá-las para outros trabalhos. É muito raro agora construir ferramentas especializadas para um trabalho ”.
A Pro Tork faz uso extensivo dos recursos avançados de usinagem de cinco eixos do CAD/CAM Integrado CIMATRON para fornecer peças complexas com acabamentos de superfície de qualidade. Para peças com geometria complicada, a empresa descobriu que a chave para a eficiência de cinco eixos é ter uma representação precisa - um gêmeo digital - de todo o processo de configuração e usinagem da máquina.
“Para nós, era fundamental ter todos os modelos de todos os equipamentos - todos os suportes, a peça em sua localização precisa na máquina, tudo no CIMATRON combinando com tudo na máquina”, diz Luiz Almeida. “Para a maioria da usinagem de cinco eixos, usamos a capacidade do eixo da ferramenta de inclinação automática”, diz ele.
“É fácil criar um caminho de ferramenta de três eixos e permitir que o software CIMATRON incline a ferramenta para que possamos facilmente usinar peças difíceis usando a usinagem de 5 eixos.”

O fresamento adaptativo ou usinagem dinâmica é uma estratégia de usinagem de alta velocidade projetada para ser idealmente adequada para remover grande quantidade de material, seja SAE 1045 até materiais endurecidos como aço (55Hrc), e materiais ligados como inconel e titânio.
Como o fresamento adaptativo utiliza uma grande profundidade axial e uma pequena profundidade de corte radial para manter a espessura consistente do cavaco e reduzir o tempo de usinagem, obtendo mais eficiência e produtividade do processo.
“Estamos agora usando fresamento adaptativo para toda a usinagem de alta velocidade”, diz Rafael de Lima, da FIME Ferramentaria. “Eu posso programar uma operação em um décimo do tempo comparado ao nosso software anterior
Esses caminhos de ferramentas suaves encurtam o tempo de ciclo usando velocidades de corte mais altas. Mas o principal benefício é que podemos prolongar a vida útil da ferramenta em até 400%.
Assim, a vida útil da ferramenta mais longa e mais previsível nos ajuda a reduzir o tempo de fabricação geral porque não estamos mudando as ferramentas com tanta frequência e não estamos parando as máquinas CNC para verificar as ferramentas. Muitas pessoas subestimam esse tempo.
Os recursos de simulação e verificação de usinagem do CIMATRON, usados em conjunto com o gêmeo digital da configuração de usinagem, dão à Pro Tork mais confiança e produtividade em seus programas NC.
“A simulação integrada significa que não estamos precisando mudar para outro programa para verificar o código G”, diz Luiz Almeida. “Está tudo completo e tudo em um software, por isso, se fizermos uma alteração, podemos verificá-lo instantaneamente. Tudo o que vemos no CIMATRON é exatamente como a máquina funciona, até a maneira como a máquina gira sob certas condições ”.
Visando isto, para todas as suas máquinas, o Pro Tork usa o CAD e CAM CIMATRON integrado para gerar programas NC otimizados para todos os comandos. As simulações do CIMATRON aproveitam todos os detalhes do gêmeo digital, incluindo o código do comando da máquina. "Ter tudo preparado no software economiza até 50% do tempo de espera, dependendo da complexidade do trabalho", diz Luiz Almeida. “Temos total confiança em nossos programas e eliminamos testes.”

A empresa também aproveitou o software para facilitar a reutilização de conhecimentos de usinagem e melhores práticas. Os modelos de processo no CIMATRON permitem que os programadores reaplicem parâmetros de usinagem de um trabalho para outro. “Podemos criar grupos de geometria com uma sequência de caminhos de ferramenta, como desbaste, semi-acabamento, acabamento e chanfros. Tudo o que você precisa fazer é selecionar um recurso e o CIMATRON aplica todos os parâmetros - como usinar cavidades, como usinar os cantos ... Todos os outros caminhos da ferramenta ainda estão lá. Podemos programar até 90% mais rápido usando o CIMATRON”.
Assim para fornecer a documentação da fábrica, como planilha de processos e listas de ferramentas, a Pro Tork conta com o NC Report, para gerar folha de processos personalizado no CIMATRON, desenvolvidos pela FIT Tecnologia Ltda.
"Trabalhamos com a Folhas de Processos NC, para personalizar um modelo de instrução de trabalho adaptado ao nosso fluxo de trabalho e para criar relatórios NC com base em minha opinião", diz Luiz Almeida.
“Podemos simplesmente selecionar um botão de menu para criar um PDF de instruções de trabalho que sejam completamente personalizadas para nossos requisitos.”
A FIT também suporta a Pro Tork e a Muriaço com tarefas de pós-processamento e simulação.
O envolvimento da Pro Tork e Muriaço com a FIT Tecnologia chegou ao ponto de influenciar o desenvolvimento do software.
"Percebemos que o desenvolvimento da 3DSystems tem implementado novas funções de programação NC em um ritmo acelerado", diz Luiz Almeida.
“Nossas sugestões são levadas em consideração na 3DSystems, podemos revisar e influenciar o desenvolvimento do software CIMATRON. Por exemplo, como resultado de visitar nossa empresa e discussões regulares, a CIMATRON adotou elementos de nosso feedback para as novas funcionalidades do CAD e do CAM”, diz Carlos Albanez.
Gostou? Então acompanhe nossas páginas no LinkedIn e no Facebook para sempre receber nossos conteúdos em primeira mão.


