Uma máquina Multitarefas CNC têm a capacidade de fresar, tornear, furar e apresentar peças com alta precisão e alta qualidade, além de reduzir significativamente o tempo de setup, executando a usinagem das peças em apenas um ciclo. Chamadas também de máquinas MTM, ou seja, do ingles, Multi Task Machine.
Então, vamos lá!
Multitarefa é quando você combina vários processos de usinagem, incluindo torneamento, fresamento, furação, rosqueamento e furação profunda, em uma máquina, em vez de ter os mesmos processos manipulados por várias máquinas.
É também a tecnologia de máquina que fornece usinagem completa de peças de configuração única ou processamento de toda a usinagem da matéria-prima à peça acabada.
Além dos incríveis ganhos de produtividade, a tecnologia Multi-Tasking optimizou as usinagens, especialmente as menores, para níveis em que podem facilmente usinar as peças mais complexas do mundo e fazê-lo de maneira econômica.
As configurações das máquinas multitarefas CNC podem conter dois eixos de rotação, várias torres de porta ferramentas com estações de ferramentas rotativas, capacidade de usinar fora do centro do eixo Y (excentricidade), eixos de fresamento com eixo B de inclinação / rotação, mesas rotativas / de inclinação e magazines de ferramentas de corte de grande capacidade.
As multitarefas CNC têm a capacidade de fresar, tornear, furar e apresentar peças com alta precisão e alta qualidade, além de reduzir significativamente o tempo de setup, executando a usinagem de quase todas as peças em um ciclo.
A combinação de operações também reduz as imprecisões que podem ocorrer ao mover peças em várias estações de trabalho, além de eliminar o inventário de trabalho em processo (estoque em processo) que, de outra forma, poderia permanecer entre as máquinas-ferramentas independentes.
A combinação de operações também reduz as imprecisões que podem ocorrer ao mover peças em várias estações de trabalho, além de eliminar o inventário de trabalho em processo (estoque em processo) que, de outra forma, poderia permanecer em cada máquina nos diferentes processos da fábrica.
Centro de torneamento possui capacidade multifuncional e multi-eixos. Isso significa que você pode ter um eixo C, eixo Y e ferramentas acionadas na torre ou na gangue para executar não apenas operações de torneamento, mas também de fresamento, furação e rosqueamento com machos.
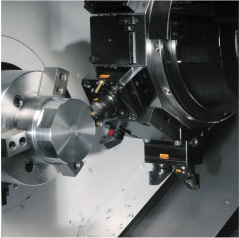
Máquinas Centro-Torneamento são capazes de operações de peças rotativas (torneamento) e operações de ferramentas de corte rotativas, tais como fresamento e furação cruzada.
A máquina é tipicamente reconhecível como um torno horizontal ou vertical, com eixos para fresar e furar simplesmente disponíveis em algumas ou em todas as posições da ferramenta.
Uma peça que exige uma variedade de operações pode ser usinada em um único setup, principalmente se um sub-spindle (sub-fuso) permitir que a peça seja passada de um spindle para outro durante a usinagem.
As máquinas de tornear/fresar (Centro-Torneamento) introduzidas mais recentemente partem do projeto do torno para algo muito mais parecido com uma máquina híbrida – combinando placas de castanhas e spindles (fusos) de um torno com o poder de fresamento de um centro de usinagem CNC.
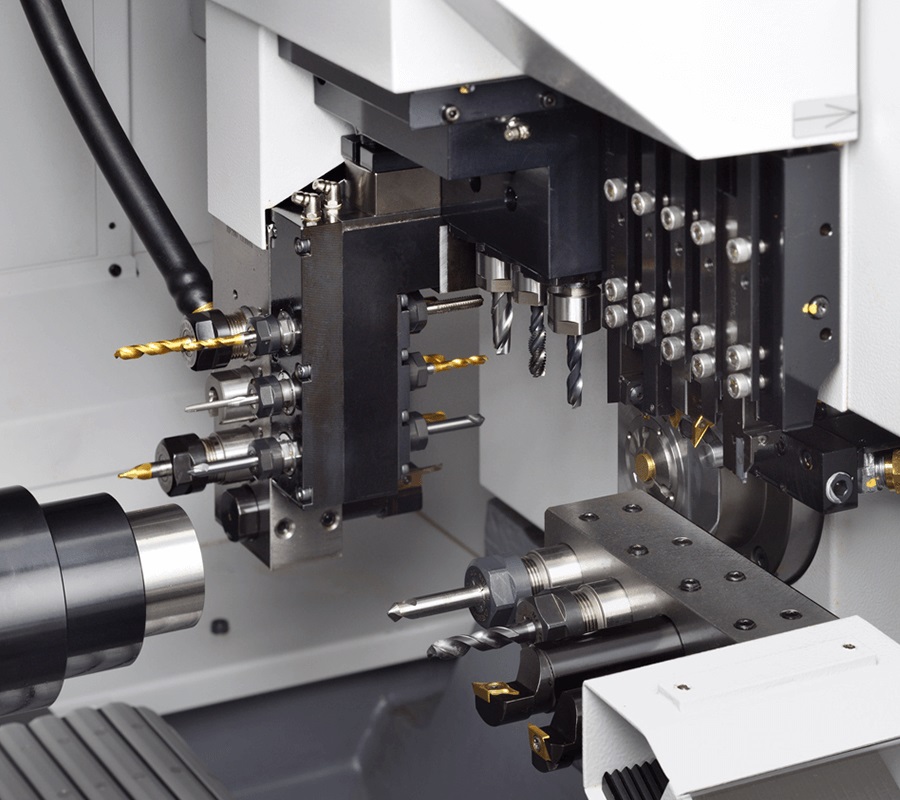
É o tipo de máquina com base na tecnologia dos modernos tornos CNC que conta com um porta-ferramentas múltiplo montado sobre a mesa do carro cruzado (X e Z), sendo que as ferramentas de corte ficam posicionadas de forma paralela umas das outras.
Em geral, são utilizadas ferramentas fixas, existindo modelos para a utilização de ferramentas acionadas.
Pela sua concepção construtiva, estas mesas porta-ferramentas permitem, no máximo, de 8 a 10 estações porta-ferramenta. Por este motivo, tornos CNC com este conceito se aplicam na usinagem flexível de peças de pequena e média complexidade.
Uma grande vantagem que se destaca neste tipo de construção é o curto tempo “cavaco a cavaco” entre as ferramentas, principalmente quando se compara com os tornos CNC com torres indexáveis.
Por este motivo, os ciclos de trabalho são mais rápidos. Por não ter a possibilidade de se montar uma contra-ponta, estes tornos se aplicam na usinagem de peças de usinagem estável. Como o investimento é menor em relação aos tornos com torre indexável, eles proporcionam uma melhor relação “Custo x Benefício” na usinagem de peças mais simples.
Os modernos tornos CNC de cabeçote móvel são máquinas extremamente precisas e versáteis chegando a ter um elevado número de eixos controlados, além de ter a capacidade de trabalhar com ferramentas acionadas. Com isto, estes verdadeiros centros de torneamento, além de possibilitar a usinagem de peças compridas, permitem também a manufatura de peças curtas de elevada precisão e de geometrias complexas.
O Torno de cabeçote móvel ou torno tipo suíço proporciona uma real economia de tempo e com menos dispositivos de fixação, proporcionando melhores prazos de entrega de peças e outros benefícios.
Os centro-torneamento de cabeçote móvel são aplicados, principalmente,
na usinagem de peças longas e de precisão, ou seja, quando a relação comprimento/diâmetro é muito grande, caracterizando uma usinagem instável. Eles, também, são utilizados na usinagem de peças curtas de elevada precisão e/ou de grande complexidade geométrica.
Por terem sido inventados na Suíça com o objetivo de produzir em série eixos para a indústria relojoeira, eles são internacionalmente conhecidos como tornos tipo suiço. Na Alemanha e na Suíça, eles são denominados “tornos automáticos para peças longas” (Langdrehautomat).
 Estes tornos de cabeçote móvel são aplicados exclusivamente para usinagens de peças cilíndricas a partir de barras, que podem ir desde 1mm de diâmetro até 32mm de diâmetro.
Estes tornos de cabeçote móvel são aplicados exclusivamente para usinagens de peças cilíndricas a partir de barras, que podem ir desde 1mm de diâmetro até 32mm de diâmetro.
Estas máquinas são aplicadas na produção de peças seriadas de precisão para as indústrias automotiva, aeroespacial, telecomunicações, aparelhos de medição de alta precisão, segmento médico como, componentes para equipamentos hospitalares, parafusos ortopédicos e implantes dentários, ou seja, a microusinagem em geral.
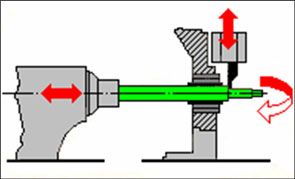
O princípio de funcionamento deste tipo de torno automático é o inverso dos tornos automáticos de cabeçote fixo, pois é a peça a ser usinada que se desloca, girando contra as ferramentas de corte. Os tornos automáticos horizontais de cabeçote móvel são aplicados, principalmente, na usinagem de peças delgadas e de precisão, ou seja, quando a relação comprimento/diâmetro é muito grande, caracterizando uma usinagem instável.
O princípio de funcionamento do cabeçote móvel se baseia no movimento da peça a ser usinada contra as ferramentas de corte como segue:
Os modernos tornos CNC de cabeçote móvel são máquinas extremamente precisas e versáteis chegando a ter um elevado número de eixos controlados, além de ter a capacidade de trabalhar com ferramentas acionadas. Com isto, estes verdadeiros centros de torneamento, além de possibilitar a usinagem de peças delgadas, permitem também a manufatura de peças curtas de elevada precisão e de geometrias complexas.
Eixo C é o dispositivo que permite controlar os movimentos circulares da árvore principal de um torno CNC. Através de funções encontradas no comando da máquina, é possível de se programar paradas da árvore principal, divisões angulares e movimentos de avanço de usinagem. Normalmente chamamos este tipo de uso do Eixo C como usinagem com ferramenta acionada.
Paradas da árvore principal são usadas para realizar as operações com ferramentas acionadas ou para realizar a alimentação da peça de trabalho com a placa de fixação numa posição determinada.
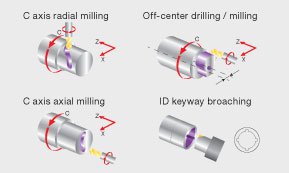
Divisões angulares são necessárias na utilização de ferramentas acionadas para realizar operações como:
Quando se programa paradas posicionadas da árvore para realização de usinagens com ferramentas acionadas é necessário utilizar um sistema de freio. O comando numérico permite programar qualquer valor de grau angular, podendo oferecer resolução até segundos de graus.
Movimentos de avanço de usinagem. O eixo C permite a programação de avanços circulares da árvore principal para a realização de operações como:
Tornos automáticos dotados de eixo C possibilitam usinar peças por completo, eliminando operações posteriores.
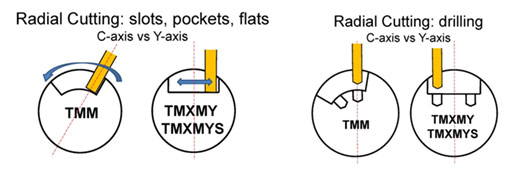
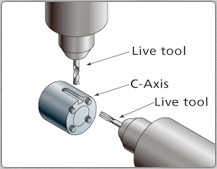
As ferramentas acionadas permitem operações de fresamento e furação com controle do eixo C necessário no  fuso principal. Podem ser realizadas operações de 2 eixos, por exemplo rasgo de chaveta ou furos na linha central. Para fresar bolsões ou furar fora da linha de centro é necessário o eixo Y.
fuso principal. Podem ser realizadas operações de 2 eixos, por exemplo rasgo de chaveta ou furos na linha central. Para fresar bolsões ou furar fora da linha de centro é necessário o eixo Y.
Para operações de furação, é melhor usar porta-ferramentas acionados com refrigeração interna e de alta pressão para propiciar melhor escoamento de cavacos e maior segurança do processo.
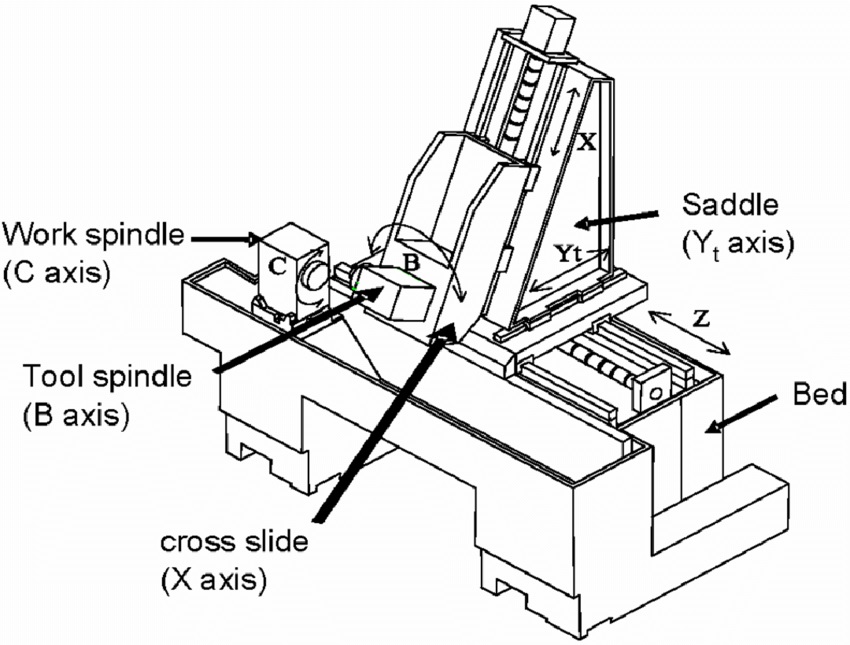
Torres porta-ferramentas com Eixo linear Y são utilizados para fabricar peças extremamente complexas podem ser usinadas por completo, hoje em dia, em centros de torneamento ou tornos multitarefa. Os tornos CNC contam, normalmente, com um carro cruzado, onde está montada a torre porta-ferramentas e permite a realização dos movimentos radial X e longitudinal Z.
O eixo linear Y corresponde a um terceiro carro construído, integrado ao carro cruzado, que executa um movimento ortogonal aos eixos X e Z. Com isto, a máquina passa ter um maior grau de liberdade para executar operações como:
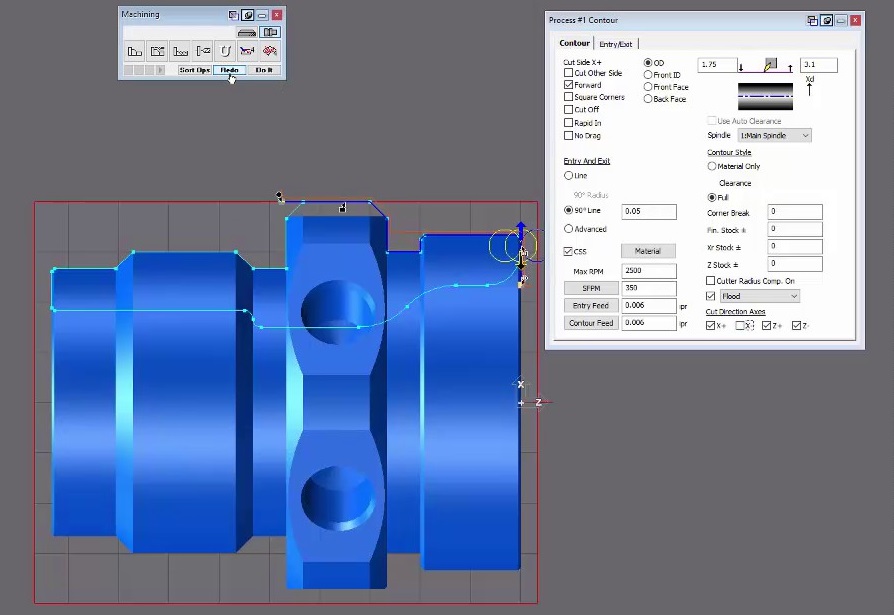
Peça usinada por completo:
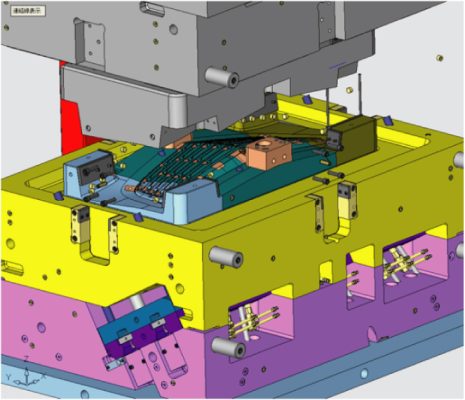
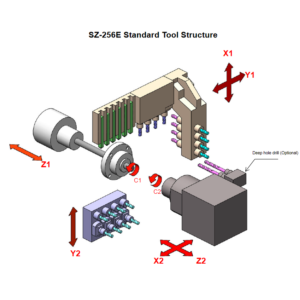
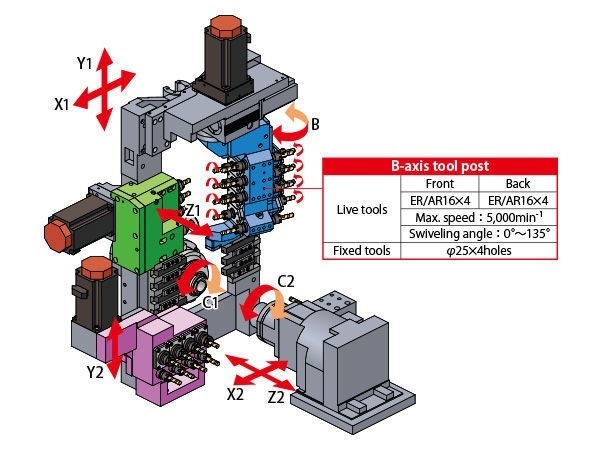
O eixo circular B, aplicado nessas máquinas, executa movimentos angulares contínuos, possibilitando a execução de furações, rosqueamentos e fresamentos, inclusive no lado posterior da peça, com uma alta capacidade de arranque de cavacos. Atualmente, existem dois conceitos para a aplicação do eixo B em uma máquina multitarefa:
Uso de um revólver porta-ferramenta, que executa os movimentos angulares.
Uso de uma estação de usinagem, montada num carro cruzado, que vem acompanhada de um magazine de ferramentas e um sistema de troca de ferramentas. Neste conceito, a unidade de usinagem, que opera com uma ferramenta isoladamente, tem uma construção robusta, garantindo elevados esforços de corte. Além do mais, um grande número de ferramentas de corte pode ser montado no magazine.
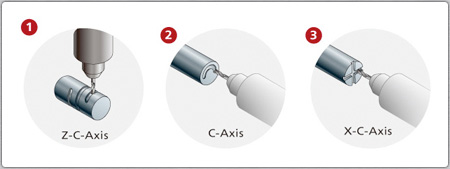
Os tornos com ferramenta acionada possuem várias configurações diferentes, e as variações conseguem atender diferente tipos de peças. Estas combinações de eixos permitem sincronizações e movimentos controlados para executar geometrias específicas. Cada fabricante, possui suas estruturas, inclusive com eixos Y Virtuais, ou seja emulados pelos demais eixos.
Como podemos observar nas ilustrações abaixo:
Quer você esteja produzindo peças pequenas com tempos de ciclo unitário de componentes menores que um minuto ou grandes e complexos que exigem uma semana inteira de usinagem, há uma solução multi-tarefas CNC para aumentar sua eficiência, flexibilidade e produtividade.
De fato, com mais de 90 tipos diferentes de configurações para escolher, existe uma seleção de modelos avançados e altamente versáteis de multitarefas no mundo para garantir o menor custo de unitário.
Adaptações e referências das fontes:
http://www.tornoautomatico.com.br/ Engº Alfredo Vergilio Fuentes Ferrari