O Setup rápido ou a troca rápida de ferramenta (TRF), que também é conhecido como SMED (Single Minute Exchange of Die, Troca de Ferramental em Um Minuto), tem como foco principal diminuir ao máximo o tempo de SETUP, sendo que esperasse reduzir o tempo que o maquinário fica sem produzir para a troca de ferramental.
É uma metodologia que ampara a forma de realizar uma rápida mudança de uma linha de produção, possibilitando resultados rápidos diante da necessidade do mercado. Assim, trazendo grandes vantagens quando empregado na fabricação de pequenos lotes do processo produtivo. Permitindo, dessa forma, reduzir os estoques intermediários, e também, reduzir tempo e custo com inventários.
Levando esta tecnologia para o setor de injeção de plástico será possível aumentar o nível de competitividade, já que, atualmente, o fator que mais diminui a competitividade do setor é o excesso de tempo gasto nas máquinas de injeção de plástico e nas mudanças dos moldes.
Com esta etapa sofrendo as alterações do injeção de plástico será possível aumentar o nível de competitividade, já que, atualmente, o fator que mais diminui a competitividade do setor é o excesso de tempo gasto nas máquinas de injeção de plástico e nas mudanças dos moldes.
Sofrendo as alterações do SMED, e aplicados corretamente, o retorno em investimentos e na competitividade no mercado vai ser muito maior.
Lembrando claro que o processo utilizado para a troca de moldes de injeção de termoplásticos, a metodologia SMED, pode ser utilizado em qualquer processo produtivo na indústria. Levando em consideração que sua origem foi na troca do ferramental para indústrias de estampagem em metal.
SMED, quando bem aplicada, traz uma série de benefícios para a sua linha de produção. Expostos a seguir
Existe várias aplicações, mas quando bem aplicada na ferramentaria traz ótimos benefícios para a indústria. Levando este método para realizar SETUPS rápidos temos melhoras significativas de tempo.
Alinhando, assim, a SMED a indústria 4.0, que visa a diminuição de desperdícios, produções rápidas com menos gastos e falhas. Sem esquecer do lado ambiental que a quarta revolução industrial vem trazendo.
Em sua essência, a metodologia SMED aplicado no SETUP Rápido, foca na redução de custos totais de fabricação, diminuindo, de maneira que deve ser considerada, os times improdutivos do setor. Que não agregam valor ao produto finalizado na parte final da linha.
A maior parte das empresas brasileiras não faz medições do tempo perdido na troca de ferramental para a produção. O que leva a não contabilizar esses tempos na cotação produtiva. Trabalhando então com o indicador de tempo de máquina disponível que não é o real. Refletindo na necessidade de se adicionar horas extras para compensar a ineficiência das trocas de ferramental.
A definição de SETUP são as tarefas necessárias e com relação direta às ações de preparação de um maquinário, desde o instante em que foi finalizada a última peça boa do lote anterior até o momento que foi completado o ciclo produtivo da primeira peça do lote posterior.
Definindo deste modo, como tempo total de SETUP o intervalo transcorrido desde a produção da última peça boa do lote anterior até a finalização da primeira pela boa do lote posterior. Vale lembrar que se fala de peças boas, ou seja, os produtos finalizados que estão defeituosos não contam como finalização de SETUP, pois será necessário realizar os ajustes para que ocorra a produção de forma correta.
Essa metodologia vem para alterar este quadro, diminuindo o tempo de SETUP e tornando ele mais eficiente.
Para implementar a metodologia SMED primeiro é necessário avaliar se tal metodologia pode ser aplicada a sua empresa. Recomendando que só seja aplicado quando os tempos de troca sejam significativos entre os tempos totais de parada dos maquinários, de no mínimo 20%. Se sua empresa não tem esses números tão elevados, existem outros métodos que são mais fáceis de serem aplicados e, assim como o SMED, aumentam a disponibilidade, em exemplo é o TPM (Total Productive Maintenance, Manutenção Produtiva Total).
Antes de se iniciar um projeto de SMED, é, em muitas vezes, necessário avaliar o desempenho da disponibilidade do processo, por meio do OEE (Overall Equipment Effectiveness, Rendimento Global do Equipamento). Podendo assim, medir os possíveis resultados antes de aplicar o SMED e se controlar adequadamente os resultados obtidos de fato. Entretanto, não medir o OEE não impede a aplicação do SMED.
A equipe ideal para um projeto SMED é multidisciplinar, ou seja, que possua a maior diversificação de funcionários quanto possível. Para conseguir alcançar pontos de vista diferentes e um alto resultado a baixo custo. Sendo necessário ainda que a equipe tenha o conhecimento de todo o “caminho” do processo produtivo, onde começar, como é transformado o insumo, quais os processos ocorrem ali, como são realizados o SETUP e a manutenção, quais são os moldes dispostos na ferramentaria, chegando até a finalização do processo.
Observando todos estes pontos a equipe será capaz de gerar opções de melhorias viáveis, que sejam eficientes, com bom significado para o processo. Também é preciso pensar nos quesitos de manter/aumentar a qualidade do produto final.
A máquina, por sua vez, tem que ter a função de gargalo, para que os resultados sejam realmente fiéis à realidade e mostram a sistematização dos dados apresentados. Para o SETUP deve ser permitido realizar melhorias, sem que demore muito, para que o projeto não aconteça em excesso.
Manter um histórico é parte importante do trabalho, para que se tenham referências das melhorias executadas e se realmente trazem benefícios.
Para esta etapa, comumente se filma o processo de SETUP. Esse filme deve ser analisado por toda equipe de projeto, para que o processo seja dividido em elementos, com tempos definidos e com oportunidades de melhoria identificadas. Não obstante a filmagem não seja literalmente necessária, ela descomplica a diagnóstico limitando o número de setups que necessitam ser agrupados pelo time para que se complete a pesquisa.

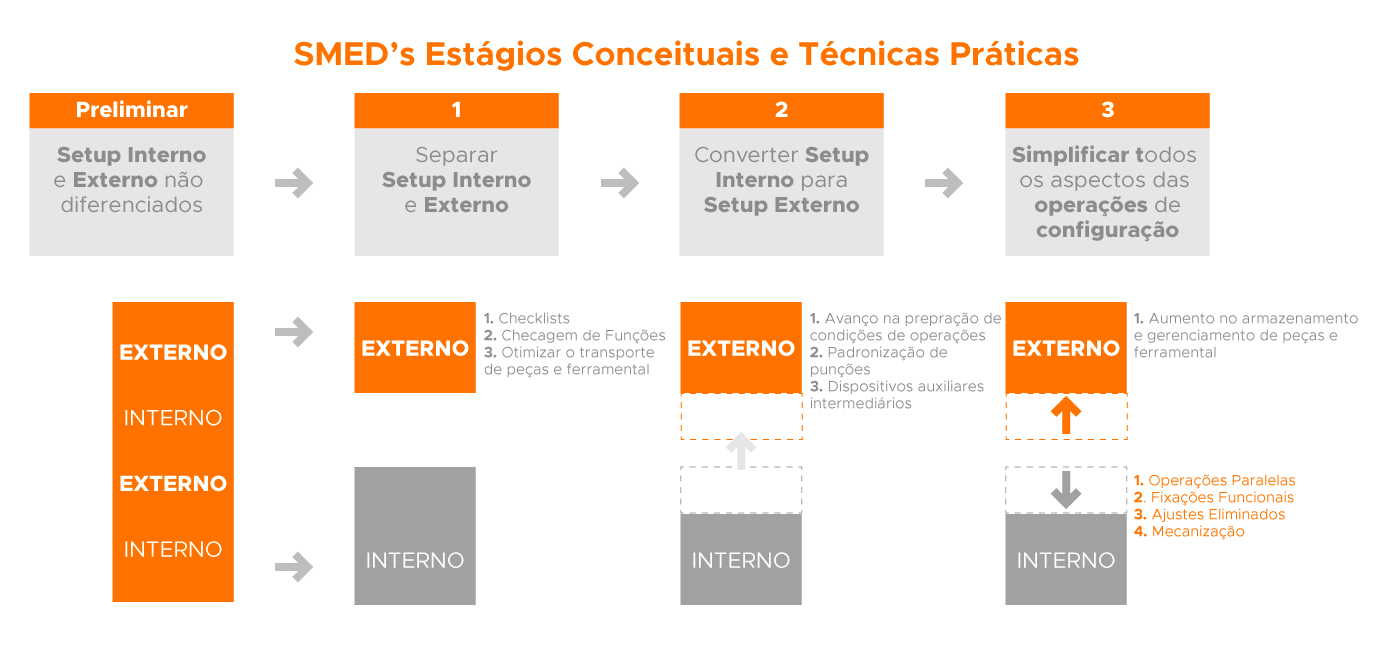
Esse passo consiste em confrontar a seguinte questão para qualquer um dos elementos nomeados: “Esse item como realizado hoje em dia ou em relação a pequenas mudanças pode ser preparado durante o trabalho da máquina? ”
Se o feedback for “sim”, o elemento consegue ser classificado como externo. Se contrário ele é interno.
Exemplos de elementos externos são: Levar peças, equipamentos, instrumentos, instruções ou desenhos para próximo da máquina; verificar peças, ferramentas ou elementos; limpar ou lubrificar componentes, ferramentas ou segmentos da máquina.
Esse passo consiste em lidar com a seguinte questão, para todo os elementos internos restantes:
“Existe uma maneira de fazer esse elemento com a máquina em funcionamento? Se sim, como faríamos? ”
A partir desse ponto se inicia o plano de ação, que deve transformar os elementos internos em externos, sempre levando em consideração os custos estimados para executar essas mudanças, se respaldando nos benefícios em tempo de redução de SETUP.
Neste ponto está quase finalizada a implementação do SMED na ferramentaria para SETUP Rápido.
Para a quinta e última etapa, que, na verdade, é uma etapa que sempre deve estar passando por melhorias. Deve responder a seguinte pergunta para cada um dos elementos, sendo priorizados os elementos internos que não conseguiram ser levados para elementos externos:
“Como esse elemento pode ser realizado em menos tempo? ”.
Assim, outro plano de ação deve ser pensado e colocado em prática pelo time. Sendo ações comuns nesta etapa:
Automatizar elementos, geralmente como último item de prioridade, devido à relação custo benefício.